In-flight separation of main rotor blade and collision with terrain
Sunrise Helicopters Inc.
Bell 206L, C-GDQH
Kapuskasing, Ontario, 15 nm S
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
A Bell Helicopter Textron Canada Ltd. 206L helicopter (serial number 45046, registration C-GDQH), operated by Sunrise Helicopters Inc., departed Kapuskasing, Ontario, in daylight visual meteorological conditions. The aircraft was chartered by a forestry company for a local timber survey flight to the south of Kapuskasing. Two passengers, employed by the forestry company, and 1 pilot were on board the aircraft. At approximately 1048 Eastern Daylight Time, about 15 nautical miles south of Kapuskasing, an in-flight separation of one of the helicopter’s main rotor blades occurred. As a result, the helicopter struck terrain. All occupants received fatal injuries, and the helicopter was destroyed. There was no post-impact fire. The emergency locater transmitter activated upon impact, and a search and rescue team was deployed. The helicopter was however located by a civilian helicopter prior to the team’s arrival.
Factual information
History of the flight
After departing Kapuskasing, Ontario, the occurrence helicopter flew southbound, performing an aerial survey of several pre-selected areas. During the flight, the helicopter was operated at low altitudes and, at times, in slow and hovering flight. The final recorded data from the aircraft’s global positioning system (GPS) indicated that at 1047, Footnote 1 the helicopter’s altitude was 917 feet above sea level (asl) [82 feet above ground level (agl)], its ground speed was 5 knots, and it was flying a track of approximately 270° magnetic.
The wreckage was located at 49°10′1.46″; N, 082°27′50.14″; W, at an elevation of 825 feet asl, on an old logging road, approximately 25 feet to the west of the last recorded GPS position. The area surrounding the crash site had been previously logged and was therefore sparsely forested. The helicopter struck the ground at approximately a 40° nose-down angle and a 52° left-bank angle. The main rotor system, including the transmission, and the top of the fuselage separated as a unit in flight, prior to impact, and came to rest approximately 140 feet west of the main wreckage. The engine also separated from the airframe prior to impact and came to rest 170 feet north of the main wreckage. Various other components which separated in flight were strewn about the area.
Both main rotor blades remained attached to the hub. One blade was significantly damaged, but was not fractured. The other blade was fractured, and approximately 8 feet of the outboard end was missing. An extensive search was conducted for the remaining outboard section, but it was not located.
The pilot was wearing a safety belt and a two-point shoulder harness, as well as a flight helmet. Both passengers were wearing the lap portion of the safety belt. Although shoulder harnesses were available, they were not used by either passenger, nor was it required by regulation for aircraft in this category.
Sunrise Helicopters Inc.
Sunrise Helicopters is based in North Bay, Ontario. At the time of the occurrence, the company operated 7 helicopters and held a valid air operator certificate. The company was operating under Canadian Aviation Regulations (CARs) Parts 703 and 702, including aerial spray operations.
Flight crew
Records indicate that the pilot was certified and qualified for the flight in accordance with existing regulations. The pilot had accumulated 1206 total flight hours and 585 flight hours on Bell 206 type helicopters. Records indicate that the pilot worked the day before the occurrence, but was off duty the 4 days preceding that. The investigation determined that there was no indication that the pilot’s performance was degraded by physiological factors.
Weather
The weather was suitable for visual flight rules flight and was not considered a factor in the occurrence.
Aircraft
The Bell 206L helicopter has a two-blade semi-rigid rotor system. At the time of the accident, the helicopter was equipped with main rotor blades part number 206-015-001-115, serial numbers A-4705 and A-4753. The lifespan of these blades is designated by the manufacturer as 3600 hours. The blades were installed on 2 other helicopters prior to being installed on C-GDQH on 12 May 2011. At the time, the helicopter journey log indicated that the helicopter had 14 642.7 hours, and the main blades had 3367.8 hours. At the time of the accident, the helicopter journey log indicated that the main rotor blades had 3592.1 hours total time.
Main rotor blade A-4705 examination
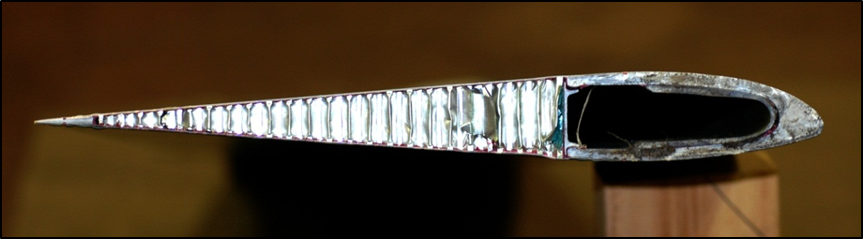
The main rotor blades on the B206L are an all-metal bonded assembly consisting of 3 structural members: an aluminum spar, a spar closure, and a trailing edge strip. Skins, stabilized by a honeycomb core, are bonded to the major section by adhesive applied under heat and pressure. Reinforcing doublers, grip plates, and drag plates are bonded to the blade butt end. A lead weight runs along the length of the spar, beginning approximately at blade station 100, and continues for 115 inches to the blade tip. During the manufacturing process, the lead weight is attached to the spar with adhesive.
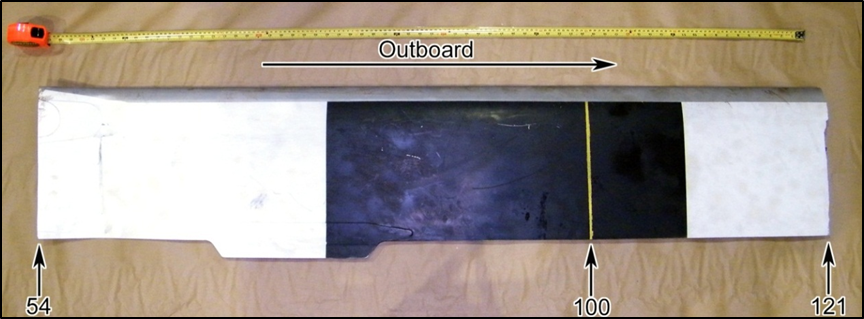
The fractured main rotor blade and the mating main rotor blade were sent to the Transportation Safety Board of Canada (TSB) Laboratory for further examination. The fractured blade (part number 206-015-001-115, serial number A-4705) exhibited a complete chord-wise fracture approximately 100 inches (8 feet 4 inches) from the tip, about at blade station 121 (Photo 1). Visual examination of the occurrence blade revealed that the fracture that led to the blade separation had initiated in the blade leading edge spar. The fractures of the blade skin, spar spacer, trailing edge wedge, and aluminum honeycomb structure were all secondary due to overstress. No deficiencies were found with the blade spar material. The spar material was 2014-T6, with a Rockwell B hardness of 78 HRBW, as specified by the manufacturer.
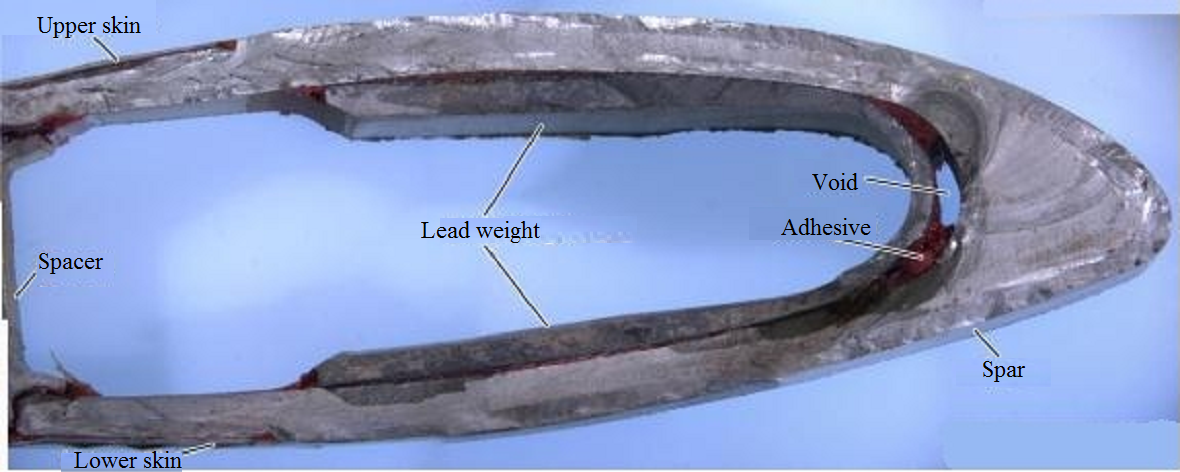
The lead weight was bonded to the aluminum spar with adhesive (reddish material in Photo 3). There was a large void in the adhesive at station 121 (location of fracture). The span-wise length of the void in the inboard direction from the fracture surface was about 13 inches. The total length of this void is unknown since the outboard portion of the blade was not recovered. The cross section of the void measured approximately 9.5 millimeters (mm) x 1.5 mm (0.374 x 0.0591 inches).
The blade spar fracture initiated on the inner surface of the spar, at the location of the void in the adhesive used to bond the lead weight to the spar at station 121. The fracture initiation location was a visible fingernail-shaped region, which is typical of fatigue cracking, and was clearly identifiable, even in the condition in which the blade was received. The fingernail-shaped region (Photo 3 – large black arrow) in the fracture initiation area had a different appearance than the rest of the fracture surface. This region appeared dark, which suggested a corrosion deposit on the surface. In addition, the fingernail-shaped region had a relatively flat and smooth surface, which is typical of stable crack growth. The fracture surface in this area was oxidized with corrosion scale.
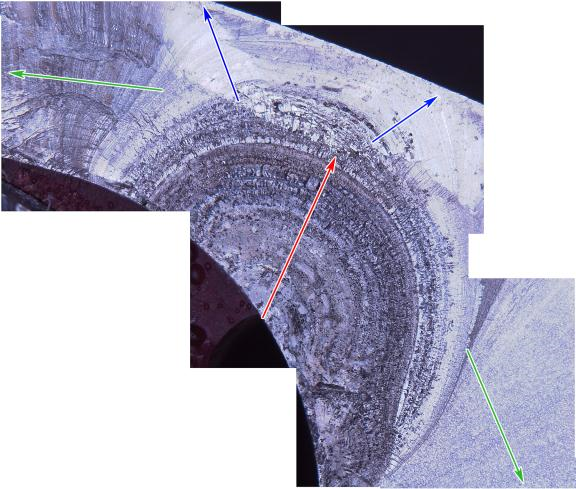
The fatigue crack located at blade station 121 had grown upwards, under the blade surface. The direction of the crack growth in this area (Photo 4) was consistent with the out-of-plane bending of the blade (helicopter start/stop cycles). The fatigue crack grew to such a size that in-flight high-frequency loads began to significantly contribute to its progression. When the crack was approximately 6 mm from its origin site, a chord-wise acceleration of its growth occurred (see blue arrows in Photo 4).
Eventually, the crack propagation direction changed so that one portion of the crack started to advance towards the leading edge, and the other portion, to the trailing edge of the blade (see green arrows in Photo 4). The general direction of the crack propagation at this stage was consistent with cyclic, predominantly in-plane bending of the blade (high-frequency loading. The crack growth became unstable and it accelerated, eventually leading to blade separation. It was impossible to accurately determine the number of cycles required for the initial fatigue area (red arrow) to grow to its observed size because striations in this region had been obliterated by rubbing and corrosion damage.
There were numerous secondary fatigue cracks originating from the inner surface of the blade spar, at the location of a large void in the adhesive used to bond the lead weight to the spar (Photo 5). These cracks grew upward under the surface of the blade and were observed between blade station 110 and the main fracture surface (blade station 121). The cracks revealed a pattern typical of progressive (fatigue) cracking (Photo 5). These secondary cracks were similar to the initial, fingernail-shaped portion of the main fracture, but smaller.

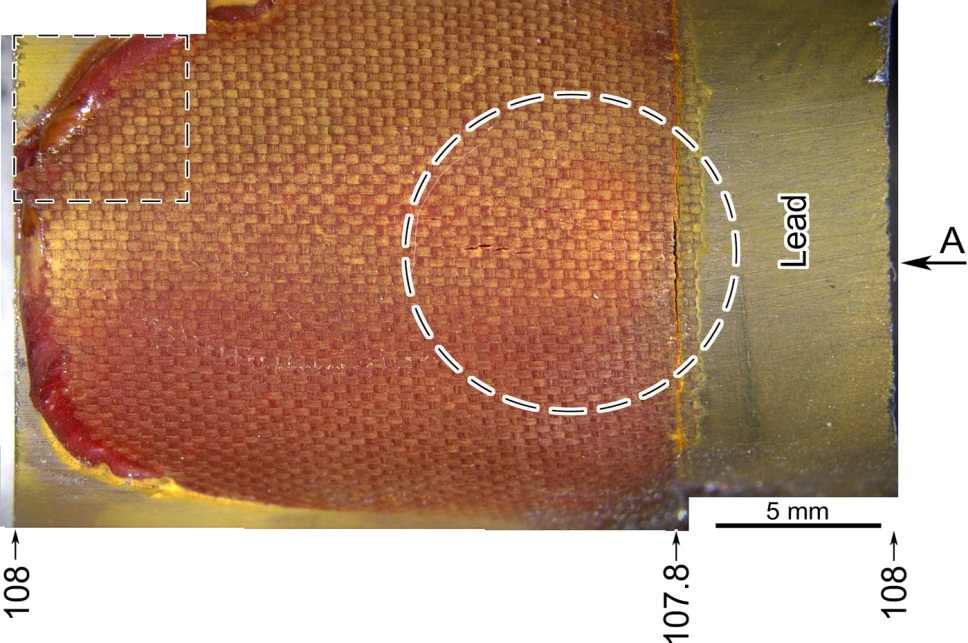
The lead weight was not completely sealed at its edges due to micro-cracks in the adhesive material adjacent to the lead weight (Photo 6 – large black arrows within dashed areas). Therefore, moisture penetrated through the gap between the lead weight and the spar. This allowed corrosion of the inner surface of the spar where there was a void in the adhesive, as well as corrosion of fracture surfaces while the fatigue cracks were growing. The appearance of the corrosion scale was consistent with a long-term exposure of aluminum to moisture. Corrosion can accelerate fatigue by providing sites suitable for crack nucleation (corrosion pits) and by increasing the crack propagation rate. The corrosion scale on the fracture surface diminished with distance from the fracture origin. The corrosion may have contributed to the initial crack growth, but unlikely played any role in the crack propagation in the chord-wise direction during the faster, unstable growth.
The lead weight edges of the mating blade were completely sealed. Therefore, unlike the adhesive in the occurrence blade, the voids in the adhesive were not connected with the inner cavity of the blade and there were no signs of corrosion. The mating blade spar did not have any cracks, even though there was a large void in the adhesive between the spar and the mid-span lead weight.
Previous occurrence
On 31 August 2008, near Greensburg, Indiana, an in-flight separation of a main rotor blade occurred on a Bell 206L-1 helicopter (registration N37AE) operated by Air Evac EMS Inc., followed by a collision with terrain and a post-impact fire. The 3 occupants suffered fatal injuries. The occurrence (CHI08FA269) was investigated by the United States National Transportation Safety Board (NTSB).
The failed blade (part number 206-015-001-115, serial number A5165) fractured at about 96 inches (8 feet) from the tip, which corresponded to blade station 126.5. The profile of this fracture was oriented directly across the blade, from leading edge to trailing edge.
Examination of the fracture surfaces revealed ratchet marks and fine elliptical clamshell marks, typical of fatigue cracking. These marks emanated from the inner face of the spar, at the transition radius between the leading edge and the upper wall. The crack propagated upward through the wall of the spar and to both sides of the fatigue origin area. The fatigue crack had grown to encompass approximately 50% of the cross-sectional area of the spar prior to the ultimate failure.
The surface of the spar at the fatigue origin exhibited no evidence of corrosion or previous mechanical damage; however the overall fracture pattern was very similar to the pattern in this occurrence. The origin of the fatigue crack coincided with a large void in the adhesive between the inside surface of the spar and the lead weight.
Bell Helicopter determined that a number of spars manufactured by a vendor did not meet manufacturing specifications, which stipulated that any mechanical straightening of the spar (extruded aluminum) must be within a specific time period after solution heat treating. A number of spars were straightened outside of this time limit, and as a result, may have had a residual stress incorporated into them.
In addition to the residual stress, a discrepancy was noted during the assembly process of some rotor blades at the Bell Helicopter facility in Fort Worth, Texas. Bell Helicopter found voids of unacceptable dimensions in the adhesive between the lead weight and the spar. According to Bell Helicopter, the combination of the residual stress and an unacceptable void in the adhesive could lead to a fatigue crack in the spar.
Bell Helicopter Ltd. alert service bulletin 206L-09-159
As a result of the August 2008 occurrence, Bell Helicopter developed Alert Service Bulletin (ASB) 206L-09-159, which came into effect in July 2009 and was followed by a revision in November 2009. The ASB affected 2542 main rotor blades, including the occurrence helicopter’s blades. The ASB stated,
…that a fatigue crack could occur if there was a combination of both residual stress in the spar and a larger than acceptable void in the adhesive applied between the blade’s internal lead inertia weight and the spar, between blade stations 100 and 145. If such a condition exists, a fatigue crack may be induced by the centrifugal force variation that occurs during the helicopter start/stop cycles. Footnote 2
The ASB also advised that for the blade to be considered at risk of developing a crack, both of the above-mentioned conditions had to be met.
There were 3 parts to the ASB:
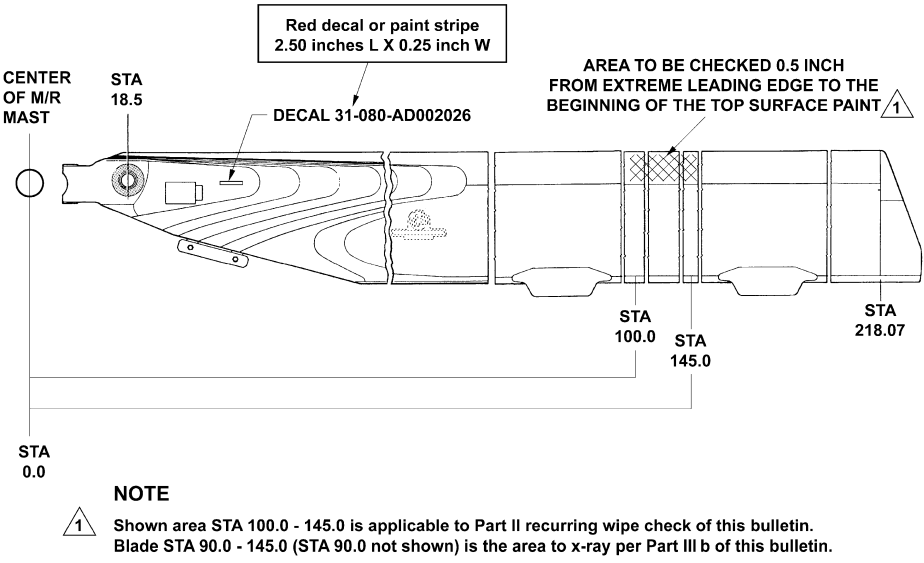
- Part I contains instructions to identify affected main rotor blades and mark the top surface with a permanent ink marker to identify blade stations 100 and 145;
- Part II introduces a recurring blade spar wipe to check for a surface crack in all affected blades, between blade station 100 and 145; and
- Part III presents an optional provision to perform a one-time X-ray inspection of affected blades. This inspection consists of taking X-rays of the blade spar and forwarding them to Bell Helicopter for review.
The wipe check (part II) was required on blades that had accumulated more than 800 flight hours and was to be repeated every 60 engine starts thereafter until the blade was removed from service. The wipe check procedure is summarized below:
- Clean the blade upper surface between blade stations 100 and 145. Allow enough time for the blade upper surface to dry.
- Check affected area (Figure 1) for evidence of cracks as follows:
- Prepare a blue food coloring solution that will be used to perform the check by thoroughly mixing 100 millilitres (ml) of isopropyl alcohol, 100 ml of clean tap water or distilled water and 20 drops of blue food coloring in a clean container.
- Apply the blue food coloring solution in the area to be checked using a cheesecloth saturated with the solution or apply with a spray bottle.
- After 10 to 20 seconds, wipe off the solution with a cheesecloth in a span-wise direction.
- Carefully check affected area for evidence of a crack. If a crack is present, the blue food coloring solution will remain in the crack as the excess of solution is wiped off or the cheesecloth will catch on the rough edges of the crack.
- If a crack is found, remove the blade from service before further flight and contact Bell Helicopter Product Support Engineering. Footnote 3
According to the ASB, the presence of residual stress in the spar could not be verified by any means of inspection. However, an X-ray inspection of the spar could identify if an unacceptable void existed between the inertia weight and the spar.
A note in Part II states that the national airworthiness authority should be contacted to determine who can accomplish this main rotor blade wipe check, as it may be acceptable for it to be accomplished by a trained pilot or by trained maintenance personnel, depending on the regulatory requirements.
The top surface of the inboard section of the occurrence blade was marked chord-wise with a yellow painted line at blade station 100 (Photo 1). The outboard section of the occurrence blade was not recovered, therefore it could not be determined if it was marked at blade station 145. The mating blade was marked at the appropriate blade stations, as per the ASB.
On 16 August 2009, the operator performed the first wipe check. On 2 occasions, the wipe checks were performed outside of the 60-cycle requirement (21 April 2010 - 65 cycles and 20 May 2010 - 62 cycles). The last wipe check was carried out by a company pilot on 05 September 2011. A total of 55 cycles had accrued since the previous wipe check on 31 July 2011. From the last wipe check to the day of the occurrence, the blade had accumulated 61.3 hours and 41 cycles. In total, 16 wipe checks were performed on the main rotor blades. Seven of the 16 wipe checks were performed by company pilots. There were no reports of cracks detected during any of these wipe checks.
TSB analysis of the coarse crack progression marks on the fracture surface, combined with data from the helicopter records, indicated that the length of the crack on the outer surface of the spar during the last wipe check was likely between zero (below the surface) to a maximum of about 10 mm. However, Bell Helicopter testing and analysis predicted a through-surface crack of 39 mm at the time of the last wipe check.
There was no trace of blue food coloring on the fracture surface of the occurrence blade.
Bell Helicopter has not received any reports of cracks being located on the surface of the blades using the procedure outlined in the ASB.
Ageing of helicopter rotor blades
The following is an excerpt from the Australian Transport Safety Bureau Aviation Research and Analysis Report, How Old is Too Old? The Impact of Ageing Aircraft on Aviation Safety:
Helicopter main rotor blades operate under alternating loads, which can induce fatigue cracking. Typically, using normal inspection methods, the critical crack length for a rotor blade can be too small to detect prior to failure. Therefore, a safe-life for the retirement time will generally be given in both flight hours and chronological age.
However, there are uncertainties in predicting main rotor blade operational loads due to factors such as:
- variations in the operating speeds;
- variations in loads at low speed; and
- interactions with the environment.
These factors create uncertainties in predicting load spectrums and fatigue growth, and consequently, the retirement time of the rotor blades need to be calculated to provide a large margin for safety. Footnote 4
Type certification data
The B206L helicopter type certification was originally approved by the United States Federal Aviation Administration (FAA) in September 1975, and subsequently by Transport Canada (TC) in July 1986. In September 1995, design responsibility for all Bell 206 model helicopters was transferred from Bell Helicopter Textron (Fort Worth, Texas) and the FAA to Bell Helicopter Textron Canada (Mirabel, Quebec) and TC. At this point, TC became responsible for the certification and continuing airworthiness of the B206L and its components.
The main rotor blade of the B206L was certified by the FAA under the safe-life design philosophy, as were all dynamic helicopter components of that era. The safe-life (also known as replacement-time) concept requires that a component be removed from service upon reaching a pre-determined number of operating hours. All the fatigue-critical components (including the main rotor blades) of a helicopter are designed to a specific service life (safe-life), in operational hours, and are removed from service at or before this elapsed time so that the probability of a fatigue failure is remote. Footnote 5 “Premature failure of critical helicopter components is likely to result in the loss of the aircraft and crew so the acceptable level of risk has to be extremely low.” Footnote 6
While the safe-life approach has proven to be adequate, there have been a number of field problems with cracking components, problems which lend themselves to the application of a damage tolerance approach. Footnote 7 Damage tolerance is the ability of a structure to resist failure due to defects, cracks, or other damage for a sufficient period of time to enable their detection. Footnote 8 However, in order to properly assess a component under the damage tolerance philosophy, the usage profile must describe the various flight conditions and the amount of time spent at each gross weight, speed, altitude and other factors. This will define the load factor spectrum, and subsequently dictate the inspection intervals. In addition, the detection of cracks larger than the detectable size is not a certainty, as it is affected by many factors, namely component geometry, material, skill of the operator, specificity of the task, accessibility, non-destruction examination process and environmental factors.
Transport Canada
In August 2009, following the August 2008 occurrence in Indiana, TC conducted a risk assessment and determined that there was a medium Footnote 9 risk of another blade failure. The wipe check developed by Bell Helicopter (using the blue food coloring solution) was accepted by TC as a satisfactory interim strategy until the blades could be X-rayed. In October 2009, TC conducted a second risk assessment. Using new information from Bell Helicopter relating to the fact that the stress in the spar of the failed rotor blade was not the result of blade straightening during the manufacturing process, TC determined that the implementation of the inspection strategy in the ASB would reduce the risk from medium to low. As a result, TC did not mandate any further safety action and approved the ASB, which is a damage tolerance approach based on technical information provided by Bell Helicopter.
The wipe check solution with food coloring does not meet the Canadian Institute for NDE definition of a liquid penetrant; Footnote 10 therefore, the wipe test is not considered nondestructive testing. It is however considered to be a new maintenance technique developed by the manufacturer as a visual aid to detect cracks on the surface of the rotor blade. As it involves the use of a blue food coloring solution, which is considered a visual aid as specified in Appendix A of CARs Standard 625, item 29, the wipe check was required to be accomplished by a certified aircraft maintenance engineer (AME).
Service bulletins
Appendix H of CARs Standard 625, paragraph (2)(ii) states,
In states where the civil aviation authorities issue ADs separately from the applicable service bulletins, aeronautical product manufacturers occasionally mark their service bulletins "mandatory". Such categorization simply indicates the manufacturer’s opinion of the importance of the bulletin and has, by itself, no regulatory obligation, even if the bulletins are shown to be approved by those authorities. (The latter approval applies only to the work description section of the bulletins and indicates that the aircraft or component will still conform to its type certificate following the work.) In short, service bulletins themselves are not mandatory unless mandated by the foreign civil aviation authority, or referenced by an AD.
The Sunrise Helicopters Inc. Maintenance Control Manual (MCM) states that service bulletins shall be reviewed and assessed by the person responsible for maintenance (PRM) to determine the need for compliance; as such, the ASB was being complied with. Furthermore, on 12 October 2011, just 2 weeks prior to the accident, the company conducted a 100-hour inspection of the helicopter, and no cracks were detected.
TSB Laboratory Reports
The following TSB Laboratory reports were completed:
- LP172/2011 – Engine Examination
- LP143/2011 – Main Rotor Blade Fracture Examination
- LP144/2011 - GPS and Instruments Examination
These reports are available from the TSB upon request.
Analysis
The damage to the helicopter was consistent with an in-flight separation of the main rotor blade and resulting impact with terrain. As a result, the analysis will focus on the blade fracture and the factors leading up to the in-flight separation.
The presence of a void in the adhesive and of residual stress in the spar are the 2 conditions stipulated in the Alert Service Bulletin (ASB) that could lead to fatigue cracking in the spar. It was not possible to determine how much residual stress was in the spar before the accident. Numerous fatigue cracks were found in the occurrence blade, all of which originated from the inner surface of the spar at the location of the void in the adhesive. One of the cracks eventually led to the separation of the outboard portion of the blade. The overall appearance of the fracture surface and its microscopic features were similar to those of the separated blade in the August 2008 occurrence.
The investigation determined that micro-cracks in the adhesive material adjacent to the spar edge of the occurrence blade created a porous connection between the void and the interior cavity of the blade. Since the blades are not designed to be airtight, moisture likely penetrated through the cracks and inside the adhesive void, causing corrosion of the inner surface of the spar. Corrosion can accelerate fatigue and increase the crack propagation rate. Although no corrosion was observed in the previous accident, the overall fracture pattern was very similar to this occurrence. This suggests that, while corrosion could have been a facilitating factor, it was not the main cause of the fatigue fracture in the subject blade. The mating blade also had large adhesive voids, but there were no cracks in the adhesive, therefore no direct connection to the blade inner cavity, no corrosion in the void, and no fatigue cracks in the spar.
A number of blade spars were manufactured outside of Bell Helicopter specifications. As a result, after the August 2008 accident, Bell Helicopter established a damage tolerance approach, based on the ASB, for continued certification of the affected main rotor blades, originally certified under the safe-life methodology.
The acceptable level of risk for critical components must be extremely low. An adequate inspection schedule of a critical component with a known manufacturing defect must provide an equivalent level of safety to the original certification standard. In this occurrence, the damage tolerance assessment proved inadequate, as the crack was not detected prior to separation.
The operator had performed the necessary wipe checks, but did not detect a crack.
Although neither passenger was wearing a shoulder harness, it could not be determined if the accident would have been survivable had they been wearing shoulder harnesses. However, not using all the on-board equipment designed to enhance safety can increase the risk of injury or death.
It could not be determined why 2 wipe checks were performed slightly outside of the 60 cycles (65 and 62), as prescribed by Bell Helicopter. These guidelines are established as a way of enhancing safety by increasing the likelihood that a defect will be detected prior to it resulting in an occurrence. In addition, a number of pilots employed by Sunrise Helicopters Inc. performed the wipe checks. These tasks are not elementary maintenance, and require an aircraft maintenance engineer (AME) licence. If maintenance tasks are carried out by non-qualified personnel, there is increased risk that vital steps will be missed or defects will go undetected.
Findings
Findings as to causes and contributing factors
- The main rotor blades were manufactured with defects. As a result, several fatigue cracks initiated on the inner surface of the spar. One of the cracks progressed until the occurrence main rotor blade separated in flight.
- After the August 2008 occurrence, Bell Helicopter implemented a damage tolerance approach for the main rotor blades. This approach did not provide the adequate inspection criteria required for a critical component; as a result, a fatigue crack progressed undetected until blade separation.
- Transport Canada’s assessment of the August 2008 occurrence resulted in an inadequate safety action for a critical component of a helicopter. Consequently, the defective blade remained in service, resulting in the occurrence blade failing in operations.
- When non-qualified personnel perform tasks that are not considered elementary maintenance, there is an increased risk that vital steps will be missed or defects will go undetected.
- When passengers do not use on-board equipment designed to enhance safety, the risk of injury or death is increased during accidents.
- When maintenance tasks are not performed according to prescribed guidelines, there is an increased risk that defects will not be detected before component failure.
Safety action
Safety action taken
After the occurrence, Transport Canada (TC) released Civil Aviation Safety Alert (CASA) 2011-08 on 17 November 2011 to disseminate information relevant to owners and operators of Bell 206L series helicopters affected by Alert Service Bulletin (ASB) 206L-09-159. The CASA stated the following:
- The first main rotor blade failure was considered an isolated incident. Consequently, ASB 206L-09-159 was not mandated by an airworthiness directive (AD).
- TC has been advised of another similar accident and is considering corrective action.
- TC advises that the wipe check with blue food coloring solution, as recommended in ASB 206L-09-159 (Rev “A”, Part II), is not considered an “Elementary Task” as specified in the Canadian Aviation Regulations (CARs) Standard 625, Appendix A, item 29.
- TC strongly recommends that affected main rotor blades be subjected to a radiographic inspection (X-Ray) as soon as possible, as per Part III of ASB 206L-09-159 (Rev “A”).
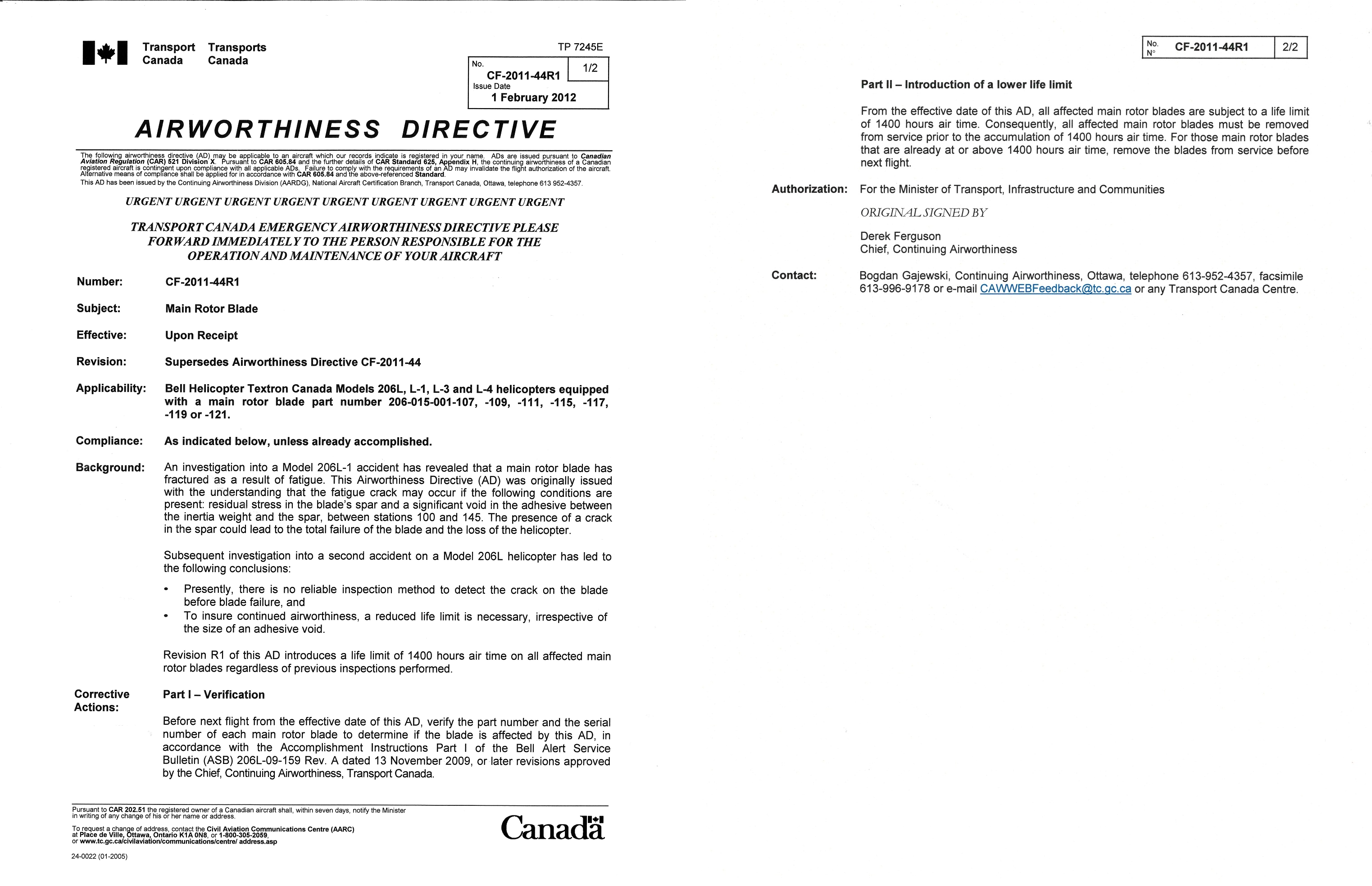
On 29 November 2011, TC released Emergency Airworthiness Directive CF-2011-44, which was revised on 01 February 2012 (Appendix A). The airworthiness directive (AD) mandated blade spar radiography in accordance with Part III of the ASB.
- For affected main rotor blades with 1400 hours air time or more: no later than 10 hours air time from the effective date of this directive.
- For affected main rotor blades with less than 1400 hours air time: prior to reaching 1400 hours air time, but no later than 12 months from the effective date of this directive.
Radiographs were to be sent to Bell Helicopter. If the company determined that the blade did not meet the void acceptance criteria, the blade was to be removed from the helicopter prior to the accumulation of 1400 hours air time, or before the next flight for helicopters already at or above 1400 hours air time.
On 01 February 2012, TC revised AD CF-2011-44. The revised AD stated that there is no reliable inspection method to detect cracks on the blade before blade failure, and that in order to ensure continued airworthiness, a reduced life limit is necessary, irrespective of the size of the void in the adhesive. The revision introduced a life limit of 1400 hours air time on all affected main rotor blades, regardless of previous inspections performed. Consequently, all affected main rotor blades were mandated to be removed from service prior to the accumulation of 1400 hours air time. For main rotor blades at or above 1400 hours air time, the blades were to be removed from service prior to the next flight.
This report concludes the Transportation Safety Board’s investigation into this occurrence. Consequently, the Board authorized the release of this report on . It was officially released on .
Appendices
Appendix A – Airworthiness directive