Engine failure during initial climb-out
Air Canada
Boeing 777-333ER, C-FITW
Toronto-Lester B. Pearson International Airport, Ontario
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
At 1425 Eastern Daylight Time, the Air Canada Boeing 777-333ER aircraft (registration C-FITW, serial number 35298), operated as flight ACA 001, commenced the take-off from Runway 23 at Toronto-Lester B. Pearson International Airport, Ontario. The aircraft, with 16 crew members and 309 passengers on board, was en route to Narita International Airport in Tokyo, Japan. During the initial climb-out, at approximately 1590 feet above ground level, the number 2 engine failed (GE 90-115B, serial number 906-456). The flight crew followed the Quick Reference Handbook procedures and secured the engine. Air traffic control was notified of the event, and the flight crew declared an emergency. After jettisoning fuel to reduce the aircraft weight down to the maximum landing weight, an uneventful landing was carried out at Toronto-Lester B. Pearson International Airport. Emergency services stood by for the landing and escorted the aircraft back to the gate. There were no injuries, but the underside of the right wing received minor damage from engine debris ejected through the exhaust. Several automobiles on the ground were also damaged from the falling debris. There were no reported injuries.
Factual information
History of the flight
The aircraft arrived at Toronto-Lester B. Pearson International Airport (CYYZ) after a seven-hour flight from Frankfurt, Germany. There were no reported engine defects. Air Canada line maintenance completed the pre-departure checklist and added 1.5 litres of oil to the number 2 engine. Normal oil consumption for this model engine is 0.34 litres per hour.
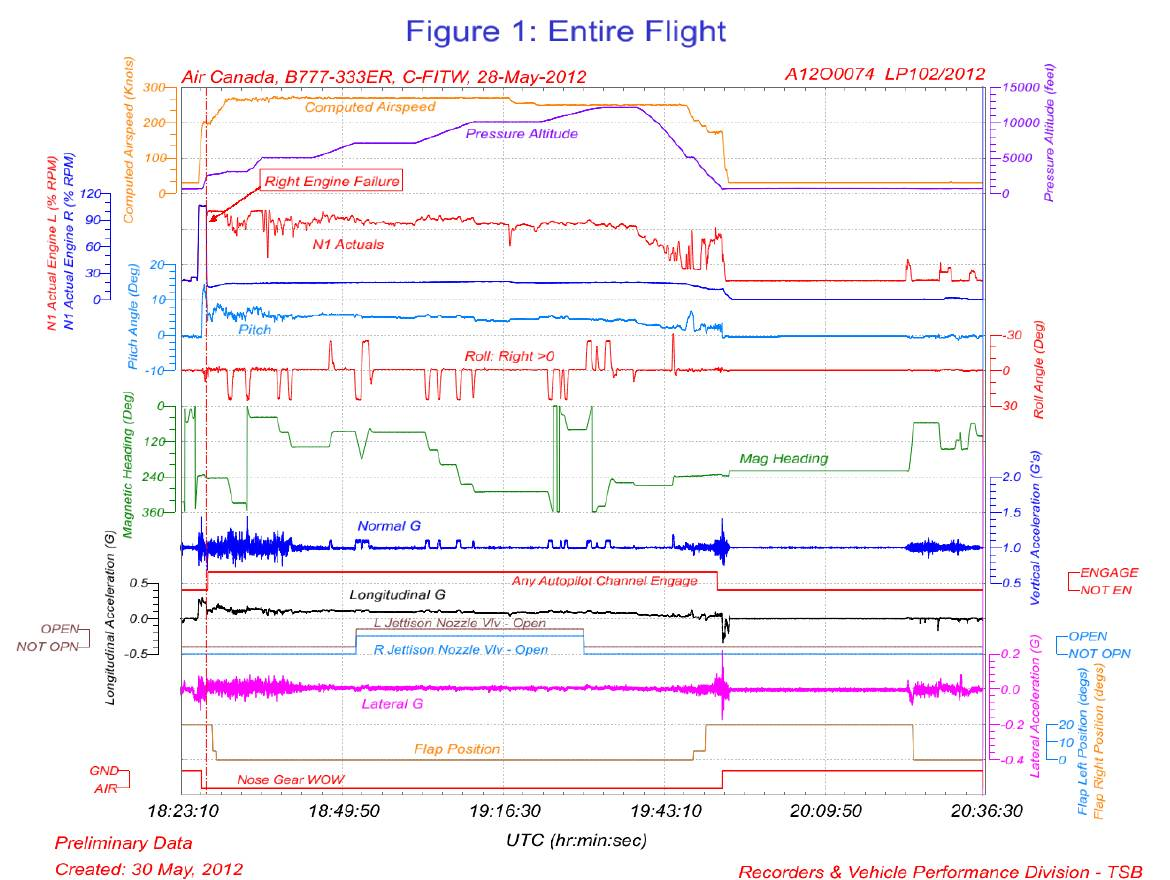
Boarding was completed, and the aircraft was given taxi instructions for Runway 23. All engine parameters were normal when the aircraft commenced its take-off from Runway 23.Footnote 1 At 1427,Footnote 2 with the aircraft at an altitude of 2160 feet above sea level (asl) and travelling at a computed airspeed of 206 knots, the number 2 engine lost power.
Engine Indicating and Crew Alerting System (EICAS) parameters displayed rapid decreases in fan speed (N1), compressor speed (N2), fuel flow, and oil pressure. The exhaust gas temperature (EGT) increased and peaked at 1252°C within 2 seconds of the engine failure. EICAS indications for the number 2 engine included a discrete signal corresponding to the EGT redline being exceeded, accompanied by a rise in engine vibration levels. Approximately 6 seconds after the engine failed, the crew received an EICAS engine fail warning when the N2 speed decreased below idle. The captain selected the autopilot to on and levelled the aircraft at 3000 feet asl. The crew followed the engine severe damage checklist in the Quick Reference Handbook and secured the engine by moving the thrust lever to idle, the fuel control switch to cut-off, and then pulling the engine fire switch. Since there was no fire warning or indication, the crew decided not to activate the fire extinguishing bottles. The flaps were retracted, and the auxiliary power unit was started. The aircraft then climbed to 7000 feet asl. After the aircraft was levelled off, the fuel jettison nozzle valves were opened and remained open for approximately 38 minutes. The aircraft subsequently climbed to and levelled off at 12 000 feet asl. The total fuel load was reduced by 86 600 kg to bring the aircraft down to its maximum approved landing weight.
Upon its return to CYYZ, the crew reviewed the landing procedures when 1 engine is inoperative. Autobrake 4 was selected,Footnote 3 and the flap lever was selected down to the 20 detent. Shortly after touching down on Runway 23, the crew activated partial thrust reverser on the operating engine, and the aircraft came to a stop on the runway. Emergency services personnel chocked the main landing gear wheels, and the brakes were released to reduce the temperature prior to the aircraft taxiing to the gate. The aircraft had been airborne for approximately 1 hour and 26 minutes.
After the passengers were deplaned, the aircraft was towed to the hangar, where the engine was examined.
Weather
The weather at the time of the occurrence was reported as follows: a few clouds based at 4000 feet asl, wind 150° true (T) at 7 knots, temperature 29°C, and barometric pressure 29.85 inches of mercury. The weather was not considered a factor in this occurrence.
Preliminary examination
The aircraft received minor damage to the underside of the right-wing flaperon.Footnote 4 The damage consisted of 3 punctures, approximately ¼ to 1 ¼ inches diameter in the carbon fibre surface.
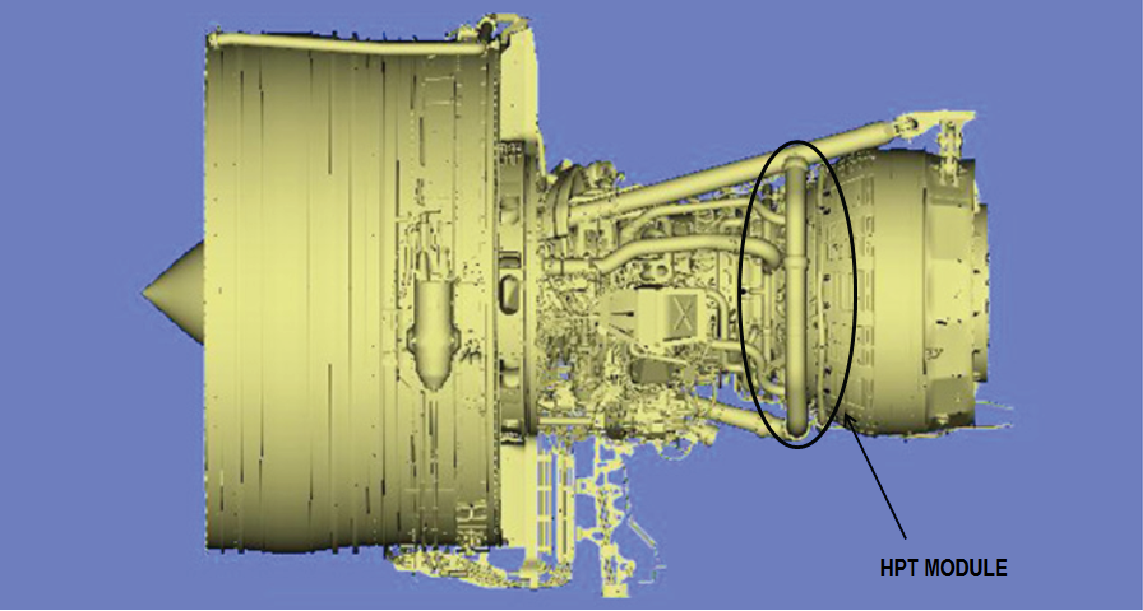
The engine exhaust cone contained pooled engine oil and small fragments of high-pressure turbine (HPT) and low-pressure turbine (LPT) hardware. Most of the damage to the LPT was located towards the outer periphery. This damage was consistent with excessive heat and impact from debris originating from forward of the LPT stage. The engine damage was contained, and there was no damage to the engine cowlings. However, there was heat damage to the HPT module near the HPT active clearance control panels.
The fragments that fell from the aircraft while it was airborne were located and retrieved by local authorities. They were found to be identical in appearance to the fragments found in the engine exhaust cone.
Flight recorders
The digital flight data recorder (DFDR) (Honeywell part number [P/N] 980-4700-042 and serial number [S/N] 16829) was downloaded by the operator, and the raw binary file was forwarded to the TSB Laboratory. The two-hour cockpit voice recorder (Honeywell P/N 980-6022-001 and S/N 03723) was shipped to the TSB Laboratory for downloading. The quick access recorder data was downloaded when the aircraft was at the gate. The system automatically transmitted a file in proprietary format, which was received by the operator's wireless ground link server. This data was also transferred to the TSB Laboratory.
The DFDR provided approximately 27 hours of flight information. The number 2 engine operational data was examined and compared to the number 1 engine data. The comparison revealed minor but acceptable operational differences, which were not considered abnormal. The data did not provide any indicators of deteriorating engine performance.
Preliminary engine and propulsor inspection
The propulsorFootnote 5 core was seized by several HPT stage 2 nozzle fragments jammed in different locations, which prevented the core from rotating freely. There was no indication of a bird strike or component failure forward of the HPT module (Figure 1).
A borescope inspection (BSI) was performed before the propulsor was shipped to Air France's overhaul facility in Orly, France, one of the only 2 overhaul facilities available for this type of engine. This inspection was performed by Air Canada maintenance personnel, and a video was produced for General Electric (GE) Product Support Engineering for evaluation of the internal damage.
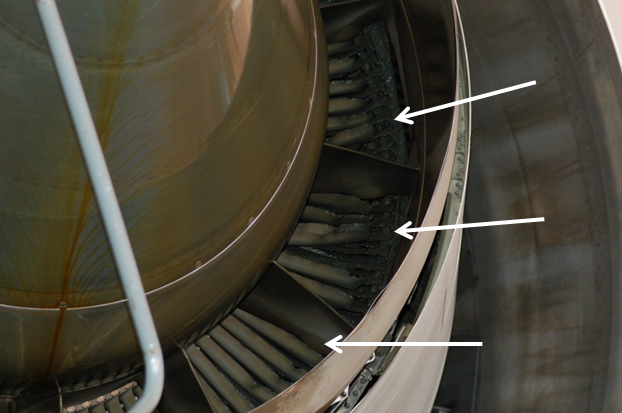
The damage was observed on the HPT stage 1 stator shrouds and appeared to be more prevalent at the 11 o'clock position. Approximately 1 ½ of the stator shroud segments at this position were burnt, and the remainder were missing. HPT stage 1 blades were found in place; however, they displayed substantial damage to the leading and trailing edges, and to the blade tips. Three holes were located in the HPT casing, which appeared to have been created by excessive heat exposure. There was no damage observed to the combustor, which was located directly forward of the HPT.
Engine serial number 906-456 service and maintenance history
Engine S/N 906-456 had been on wing at the number 2 position on Boeing 777-333ER (registration C-FIUW) when it was delivered to Air Canada. On 04 April 2009, it was removed and shipped to Air France due to leaf-seal liberation. On 12 May 2009, the LPT stage 6 blades were modified as per GE 90-100 Service Bulletin 72-0279. When the engine returned to Air Canada, it was installed in the number 2 position of C-FITW, the event aircraft. It remained in this position until it was removed following the occurrence. The engine had accumulated a total time since new of 19 216 hours and 2303 cycles. The engine had 96 cycles remaining before the next scheduled BSI of the HPT stage 1 shrouds as per Service Bulletin 72-0401.
High-pressure turbine stage 1 and 2 damage
In March 2010, another Boeing 777-300 series aircraft experienced a similar engine failure (S/N 906-435) during the take-off roll, which resulted in an aborted take-off. The disassembly of that engine revealed that the initial distress was located at the HPT shroud position number 33.Footnote 6 This was verified when the most significant heat distress downstream from this location was in alignment with the shroud 33 position. In addition to this engine, there have been 3 other engines examined during scheduled in-shop visits that have displayed similar heat distress in this area. The reason for these shop visits was unrelated to the HPT shroud condition (Appendix B).
The disassembly of S/N 906-456 was performed by Air France personnel with guidance and supervision from GE, and in the presence of the TSB.
The HPT stage 1 had extensive burn damage surrounding shroud number 33. Flame propagation (secondary flame) was suspected aft of the combustor location, in line with shroud number 33. The inspection also determined that damage to shrouds number 26 and number 27 (Appendix C) was a long-term effect rather than the result of this single event, and may have been present during the previous BSI.
The fuel nozzles were removed from the engine and identified by serial number in accordance with their position on the engine. The manufacturer then functionally tested these nozzles. The test results revealed no abnormalities that would have contributed to this event.
The information downloaded from the electronic engine control (EEC) non-volatile memory (NVM) was basically a replication of the information obtained from the DFDR and did not provide any indicator of engine performance degradation prior to the event.
All of the damage to stage 2 of the HPT was a result of failure in the HPT stage 1 region.
Applicable service bulletins to engine serial number 906-456
GE categorizes its service bulletins (SB) by assigning each one with a number between 1 and 9; the lower the number, the higher the priority for compliance. For the GE 90-115B engine, GE issued 3 SBs that were related to the HPT stage 1 stator shroud.
General Electric service bulletin 72-0348
SB 72-0348 was first issued by GE on 11 May 2009 and revised on 19 August 2010. This SB was assigned a category 5 compliance number on the GE scale. GE recommends that a category 5 SB be complied with when the affected part is removed from the engine. The SB was applicable to GE 90-110B1 and GE 90-115 engines and was introduced into production on GE 90-100 engines after S/N 906-657. The SB was titled HPT Stage 2 Nozzle Assembly (72-52-00) - Stage 1 HPT Stator Shroud and Stage 1 HPT Stator Shroud Hanger – New and Rework. The reason for this SB was to introduce an HPT shroud that addressed a manufacturing issue that caused the cooling flow at the leading edge of the shroud to be lower than design intent. The new shroud also introduced a new optimized cooling pattern to further improve durability. The SB introduced a modified version of the shroud, which required either a new or a reworked HPT stage 1 shroud hanger. The old P/N for the shroud was 1847M52P10, and the hanger P/N was 2086M35G03. These had been installed on the occurrence engine since it was new. SB 72-0348 recommended replacing the old parts with HPT stage 1 shroud P/N 1847M52P15 (P15) and hanger P/N 2086M35G04. The SB also gave the option to rework the old hangers to fit the new shrouds rather than replace them with the new hangers. One condition for SB compliance was that all 40 shrouds had to be replaced along with the 20 corresponding hangers, with no intermixing of old and new parts.
Appendix A of the SB lists the progression of the parts since the beginning of engine production. This progression is also is listed in the table below.
| Part number | Part name | Applicable service bulletin |
|---|---|---|
| 1847M52P06 | Shroud, HPT stator-stage 1 | Baseline |
| 1847M52P08 | Shroud, HPT stator-stage 1 | SB 72-0005 |
| 1847M52P10 | Shroud, HPT stator-stage 1 | SB 72-0005 |
| 1847M52P11 | Shroud, HPT stator-stage 1 | SB 72-0334 |
| 1847M52P15 | Shroud, HPT stator-stage 1 | SB 72-0348 |
| 2086M35G01 | Hanger, Shroud HPT Stator – Stage 1 | Baseline |
| 2086M35G02 | Hanger, Shroud HPT Stator – Stage 1 | SB 72-0005 |
| 2086M35G03 | Hanger, Shroud HPT Stator – Stage 1 | SB 72-0005 |
| 2086M35G04 | Hanger, Shroud HPT Stator – Stage 1 | SB 72-0348 |
General Electric service bulletin 72-0363
SB 72-0363 was issued on 03 September 2009 and assigned a category 8 compliance, which is a spare parts release.Footnote 7 The engines affected by this SB were the GE90-110B1 and the GE90-115B. The SB identified new parts that were interchangeable with parts they are replacing. Parts being replaced included the shroud, HPT stage 1 stator (P/N P15), which was introduced in the previous SB. The new P/N 1847M52P16 (P16) had a different shroud base material, hence the new part number.
It should be noted that by introducing P15 and P16 as replacement shrouds, GE introduced a different procedure for drilling the cooling holes, procedure known as electric-discharge machining (EDM). The EDM drilling procedure, which included an improved shroud cooling hole pattern, restored the shroud cooling flows to design intent.
General Electric service bulletin 72-0401
SB 72-0401 was developed by GE after the March 2010 event involving engine S/N 906-435. Similarities to the Air Canada event included the damage signature to the shrouds, blades, and turbine centre frame (TCF). There were also no prior indicators of a deteriorating condition. GE issued this SB on 10 May 2010, and revision 5 was issued on 10 November 2011 as a category 2. A category 2 SB recommends to the operator that the SB be carried out as soon as possible, without affecting operator service, but before a specified number of hours and/or cycles. SB 72-0401 recommends that the inspection be performed at 500 cycles since new, and repeated at 250-cycle intervals thereafter. The SB is applicable to GE 90-110B1 and -115B engines that have HPT stage 1 stator shroud P/Ns 1847M52P10 (P10) and 1847M52P11 (P11). It also applies to engines that had these shrouds installed during a shop visit after September 2007.
Compliance with either SB 72-0363 or SB 72-0348 are closing actions for SB 72-0401 and its inspection requirements. Scheduling for engine shop visits to comply with either of these SBs depends on the current shroud condition, operational requirements, and spare engine availability.
Reason for service bulletin 72-0401
Field experience had shown an unexpected accelerated rate of deterioration that could result in engine failure. GE recommended a shroud control program to monitor shroud deterioration for this specific batch of engines with HPT stage 1 P10 and P11 shrouds. Through compliance, SB 72-0401 provided feedback information to GE on shroud and hanger deterioration rates. GE suspected that shroud failures were attributable to the machining process used to drill the cooling holes in the shrouds. The holes were laser-drilled into the shrouds, and during production, a new laser with a higher-intensity lamp was used, which resulted in a variation in the cooling hole shape and diameter.
General Electric service bulletin 72-0522 for non-suspect engines
Engines in service manufactured prior to the suspect engines are affected by SB 72-0522. The inspection requirements are similar to SB 72-0401, but apply to engines that have recorded over 3000 cycles since new. The shrouds in this group of engines were manufactured with cooling holes drilled prior to the change to a high-intensity laser lamp, and fleet experience indicates that they have a higher resistance to deterioration. However, some deterioration has been reported during recent shop visits. Therefore, SB 72-0522 was issued.
General Electric shroud distress investigations
After the engine S/N 906-435 failure, another investigation was initiated by GE. The engine teardown revealed that the initial distress was located between shroud number 31 and number 33. Testing of the fuel nozzles did not provide any findings that would directly contribute to the shroud distress. It is believed that, under the right operating conditions, a fuel-rich zone can exist downstream of the igniter. In normal hardware conditions, this fuel-rich zone would pass through the HPT and into cooler temperatures, following work extraction in the turbine stages, with no effect on engine operation. However, if a hole greater than 0.3 inches in diameter develops in an HPT stage 1 shroud, the hot fuel-rich air can be ingested in the region behind the shroud. The larger volume of air in this region can mix with the fuel-rich air and become a super-heated zone. The temperatures of this super-heated air mixture would be well above the melting point of the surrounding materials, which would quickly lead to rapid deterioration of the shroud hanger and stage 2 nozzle outer bands. This would lead to the release of a stage 2 nozzle and cause the resultant downstream hardware damage.
GE performed an investigation on engine S/N 906-449 in an attempt to recreate the flame propagation phenomenon. Because this engine had similar damage on shroud number 33, it was deemed to be a suitable engine for the planned testing.
Testing on this engine was designed to create a profile of contributing factors leading to the flame propagation and the subsequent HPT stage 1 shroud failure. Probes were placed at various locations on the engine to collect temperature information under different operating conditions. After completion of these and several other tests, there were no reported findings that could definitively explain how the flame propagation developed.
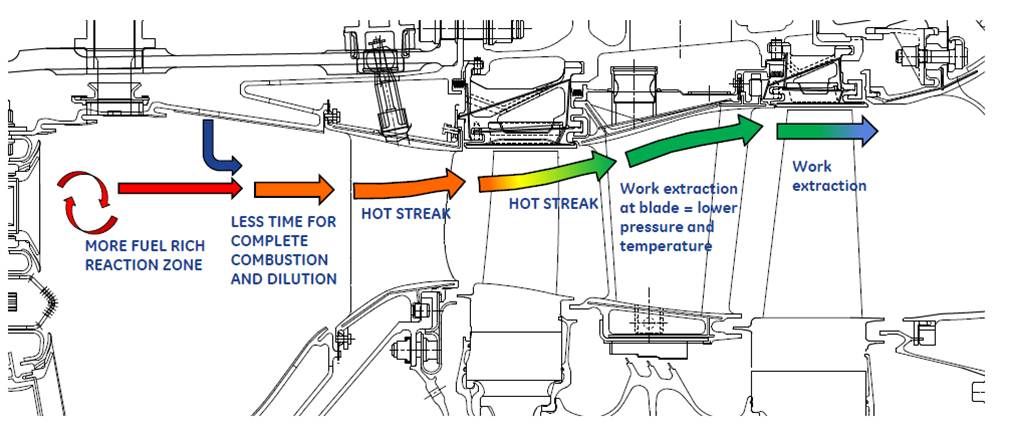
This phenomenon is most likely to occur at HPT stage 1, as temperatures are higher than anywhere within the engine. As the gas continues to flow aft, energy is extracted by the different turbine stages. Temperatures are relatively lower, reducing the possibility of a super-heated zone developing further aft of HPT stage 1. The condition that started the shroud deterioration was identified to be related to the laser-drilled cooling holes in the shroud. The subsequent shroud deterioration decreased the effectiveness of the shroud cooling and increased the rate of material loss.
TSB Laboratory reports
The following TSB Laboratory report was completed:
- LP 102/2012 – FDR/CVR Analysis
This report is available from the TSB upon request.
Analysis
The aircraft was taking off when the number 2 engine failed during the initial climb-out, at a time of maximum power. The flight crew secured the engine, jettisoned fuel, and landed safely at Toronto-Lester B. Pearson International Airport. A review of the data from the flight data recorder and the cockpit voice recorder revealed that the flight crew followed company procedures for dealing with an engine failure. The investigation therefore focused on the engine and the reason for its failure.
The engine's service and maintenance history indicated that the engine had been maintained in accordance with current regulations and General Electric's (GE) procedures. Service Bulletin (SB) 72-0401 was issued by GE as part of its high-pressure turbine (HPT) stage 1 shroud control program. Engine serial number (S/N) 906-456 was identified as one of the suspect engines listed in SB 72-0401, and subject to repetitive borescope inspections (BSI). Suspect engines were fitted with shrouds part numbers (P/N) 1847M52P10 and 1847M52P11. The cooling holes in these shrouds had been drilled with a high-intensity laser during production. The laser produced a variation in the shape of the cooling holes in the shrouds, which accelerated the deterioration of the shrouds and reduced their structural integrity. The deterioration rate was quicker in the area of shroud number 33 due to the unique gas flow pattern in this area. The engine teardown inspection revealed substantial damage and missing shroud material on shroud number 33 and its corresponding hanger. It also revealed damage to the number 26 and number 27 shrouds. The extent of the damage suggests that it was likely present but misevaluated or overlooked during the previous BSI.
Shroud number 33 of the HPT stage 1 was the common factor in determining initial shroud distress on engines with similar failures. From investigations into similar engine events, GE determined that due to the manufacturing issue with laser-drilled holes, the flow at the leading edge region was lower than design intent, and holes were created as the shroud distress progressed. Shroud 33 is located in a region with a unique upstream cooling condition that could, under the right conditions, allow for a region of fuel-rich air. It is believed that, as the hole in the shroud reaches a critical size, the fuel-air mixture is ingested behind the shroud and is introduced to a larger volume of air, thus creating a super-heated zone that leads to rapid distress of the stage 1 shroud hanger and stage 2 nozzle outer band. Release of the stage 2 outer band causes the subsequent downstream damage.
Findings
Findings as to causes and contributing factors
- During shroud production, a change to a higher-intensity laser resulted in a variation in the shape and size of the shroud cooling holes. Over a period of time in service, these cooling holes eroded, which resulted in both degraded shroud cooling and a super-heated zone. This, in turn, increased the rate of erosion until the shroud integrity was reduced to the point of failure.
- Damage to high-pressure turbine shrouds and hangers, which was likely present during the last borescope inspection, went undetected prior to the occurrence. As a result, the engine was not removed from service.
- The number 2 engine shut down during the initial climb-out due to a failure of the high-pressure turbine stage 1 shroud.
Safety action
Safety action taken
Safety action taken by Air Canada - Modified inspection to service bulletin 72-0401 schedule
Air Canada has taken a proactive approach in an effort to establish a baseline for all of its engines, regardless of their current cycle position in the inspection schedule. All borescope inspections (BSI) were performed using a four-metre flex scope. After the fleet inspection, Air Canada identified 15 engines currently in service with shrouds that would qualify for the re-inspection program in accordance with service bulletin (SB) criteria. Three engines displayed sufficient shroud deterioration and were placed on a reduced cycle inspection interval. Two other engines displayed unserviceable shroud damage and were removed from service in order to implement either SB 72-0348 or SB 72-0363.
Air Canada performed its own risk assessment to evaluate the condition of the remaining engines affected by SB 72-0401 in order to assist with the prioritization of their removal and repair. The assessment considered engine time in service, current conditions of the high-pressure turbine (HPT) stage 1 shrouds, engine modification status and the pairing of affected engines on an aircraft, in an effort to reduce the probability of a double engine failure. After completing the risk assessment procedure and evaluating the results, Air Canada reduced the amount of cycles between inspections by 50% or more from the inspection schedule cycles documented in SB 72-0401, depending on its assessment of the shrouds.
Safety action taken by the Federal Aviation Administration - Airworthiness directive 2013-17-07
The United States Federal Aviation Administration (FAA) has issued Airworthiness Directive (AD) 2013-17-07, Borescope Inspections of the Stage 1 HPT Stator Shrouds, effective 18 October 2013. The AD applies to GE90-76B, -85B, -90B, and -94 B engines fitted with stage 1 high-pressure turbine stator shrouds part number 1847M52P14. It also applies to GE90-110B1 and -115B engines fitted with stage 1 high-pressure turbine stator shrouds part number 1847M52P16. The AD indicates that GE90-100 Service Bulletin 72-0528 R01 and Service Bulletin 72-1076 should be used for procedures and to determine unacceptable shroud hole limits.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on . It was officially released on .
Appendices
Appendix A – Flight data recorder data
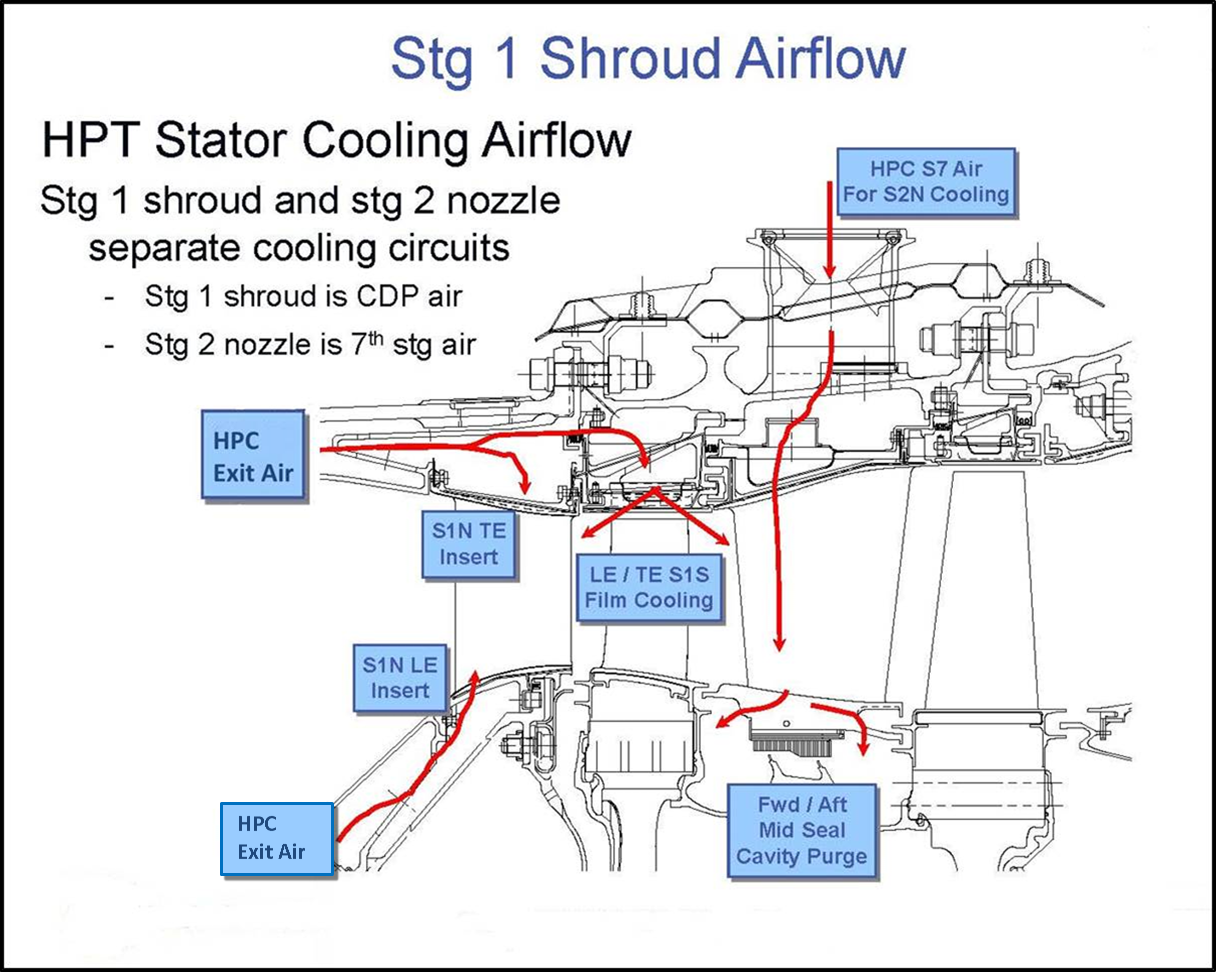
Appendix B – High-pressure turbine stator cooling airflow (Source: General Electric)
Appendix C – high-pressure turbine (HPT) Stage 1 damage
Shroud number 34 to shroud number 1
Both shroud and hanger are missing - HPT case hole above shroud number 1
Shroud numbers 2 and 3
Small part of shroud rail still present, hanger burnt - (2) HPT case holes above these shrouds
Shroud number 4
Impact damage - hanger mostly intact
Shroud number 5
Small burn hole (baffle still present)
Shroud number 6
Missing LE and most of mid-chord - baffle and hanger intact - looks to be secondary damage
Shroud number 7
Mid-chord missing (baffle still present)
Shroud number 8
Impact damage with melting at leading edge
Shroud number 9
Impact with typical lead edge oxidation
Shroud number 10
Hole burn-thru (baffle still present)
Shroud number 11
0.100 diameter hole aft of forward rail, typical LE oxidation - baffle still present
Shroud number 12, 13, 14
Typical LE oxidation
Shroud number 15
Large melted hole aft of forward rail
Shroud number 16-number 20
Typical LE oxidation
Shroud number 21
Hole similar to number 10 - baffle present - typical LE oxidation
Shroud number 22
Larger mid-chord hole - baffle present - typical LE oxidation
Shroud number 23
2 holes with typical oxidation - baffle still present
Shroud numbers 24 and 25
Typical LE oxidation
Shroud numbers 26 and 27
Hole bridging from 26 to 27, number 27 has evidence of impact damage and debris in hole. LE of number 26 and number 27 is mostly missing, exposing forward rail of the hanger. HangerFootnote 8 forward rail exhibits extensive oxidation and cracking (6 cracks, with 2 at pin holes - extending to LE), indicating rail had been exposed to flow path (LE burnt away from shrouds) for a long period of time. Baffle missing in number 26 and mangled from debris in number 27. Rail cracking and oxidation is likely not from event.
Shroud numbers 28 and 29
Typical LE oxidation
Shroud number 30
Small hole and typical LE oxidation
Shroud numbers 31 and number 32
Typical LE oxidation
Shroud number 33
Burn starting at LE about halfway across shroud - progression similar to previous burn/flame event
HPT shroud number 35 location = HPT case hole
HPT shroud number 39/40 location = (2) HPT case holes
HPT stage 1 aft blade retainer
Heavy rubs on aft face
HPT stage 1 nozzle
All nozzles still in place exhibit good LE condition. Nozzle number 1 has concave airfoil burn-thru in trail edge insert circuit - trail edge insert is also melted. Metal deposits on LE convex side
FINS pins from missing nozzles have witness marks showing proper installation.