Natural Gas Pipeline Rupture
TransCanada PipeLines Limited
914.4 -Millimetre-Diameter Pipeline
Line 100-2 - MLV 76-2 + 09.76 KM
Near Beardmore, Ontario
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
At approximately 2305 Eastern Standard Time, on 19 February 2011, TransCanada PipeLines Limited's gas control operator received notification through its emergency notification line of a pipeline fire and explosion near Beardmore, Ontario. At the time of the occurrence, TransCanada was transporting sweet natural gas. Escaping gas from a pipeline rupture had ignited, resulting in the explosion. A large crater was created and three pieces of pipe broke from the system, with pipe and other debris being ejected up to 100 m from the rupture site. Six residents near the site evacuated until the fire was extinguished. There were no injuries.
Factual information
Prior to the occurrence on 19 February 2011, the TransCanada PipeLines Limited (TransCanada) system had been operating normally. The operating pressure and temperature of the pipeline system at the occurrence site were estimated to be 6624 kilopascals (kPa) (approximately 960 pounds per square inch) and 22.4°C. These values were estimated based on a steady-state simulation of the pipeline using the average supervisory control and data acquisition (SCADA) data for the hour preceding the pipeline rupture. For this section of the TransCanada system (Figure 1), the maximum operating pressure (MOP), as approved by the National Energy Board (NEB), was 6895 kPa.
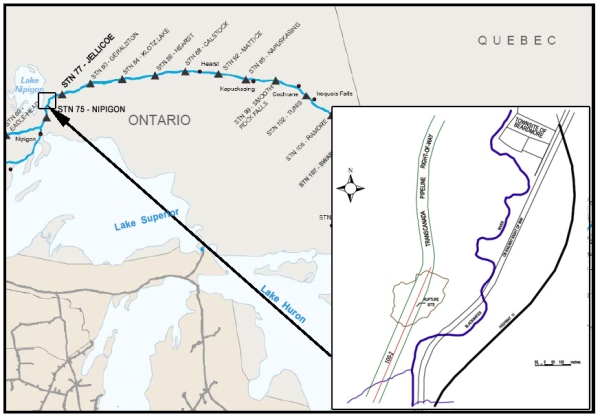
In the vicinity of the occurrence site, there are three parallel pipelines buried approximately 0.914 m (3 feet) below ground and spaced approximately 10 m (32 feet) apart. They are identified as lines 100-1, 100-2 and 100-3. The ruptured line was 100-2. The closest upstream facility is Compressor Station 75 (Nipigon, Ontario), approximately 37.5 kilometres west of the site. The closest downstream facility is Compressor Station 77 (Jellicoe, Ontario), approximately 31.7 kilometres east of the site. At this location, Line 100-2 is classified as Class 1 as per the CSA Z662Footnote 1 standard. The pipe wall thickness measured 9.13 mm, with an outside diameter of 914.4 mm. The pipeline failure occurred in double-submerged arc-welded pipe that was laid in 1972.
Before the occurrence, the flow rate between compressor stations 75 and 77 had been approximately 17,600,000 m³/day (or 620 million cubic feet per day). The volume of natural gas lost during the occurrence was approximately 2,790,000 m³ (or 98.5 million cubic feet).
The occurrence area is sparsely populated. The nearest dwelling is located approximately 1 km to the north-east. The nearest road is Highway 11 and is located approximately 430 m to the east. The nearest town is Beardmore, Ontario, with a population of approximately 325 residents.
Recorded information and actions by gas control operator
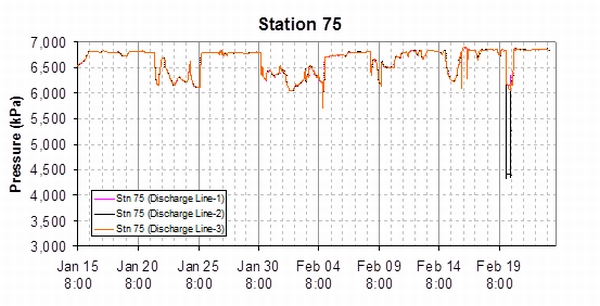
The real-time discharge pressure at Compressor Station 75 for lines 100-1, 100-2 and 100-3 was reviewed for the period from 15 January 2011 to the date of the occurrence. Under normal operating conditions, Compressor Station 75 typically discharges into all three downstream lines, so similar operating pressures were expected. For the 2-week period before the occurrence, no unusual operating conditions were identified and discharge pressure was consistent for each line until 19 February when deviations occurred (Figure 2). Any pressure variances were part of normal day-to-day operations.
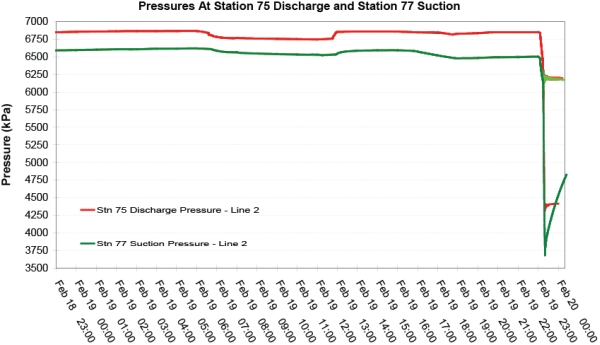
For the 24-hour period before the occurrence, the SCADA trend logs for compressor stations 75 and 77 indicated that the pipeline was not experiencing any unusual events in the vicinity of the occurrence. A graphical representation of the SCADA record for the discharge and suction pressures at these two compressor stations is provided in Figure 3.
At 2310, just after receiving telephone notification of an event on the pipeline system, TransCanada's gas control operator (the operator), based in Calgary, Alberta, initiated the established procedure for verifying pipeline. The SCADA telemetry was reviewed which confirmed that, at 2305, there had been an abnormal pressure drop in the occurrence section. The initial pressure drop was not sufficient to trigger the SCADA system's audible alarm, but it sounded shortly afterward, indicating that an unusual event had taken place in this section. Additional telephone notifications of the occurrence were being received from the general public.
In response to the alarm and notifications, the following actions were taken:
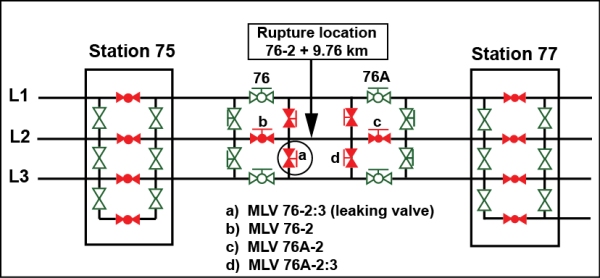
- At 2314, the operator initiated the remote "ISOLATE ALL" command feature for compressor stations 75 and 77 (Figure 4).
- By 2317, the SCADA telemetry confirmed that compressor stations 75 and 77 had been isolated. The three pipelines were closed in between the two compressor stations and the three pipelines were isolated from one another via the cross-over valves.
- At 2319, MLV 76-2 closed automatically on low pressure shut-off, as confirmed by the SCADA telemetry, closing off the upstream section of the failed pipe section.
- At 2320, MLV 76A-2 closed automatically on low pressure shut-off, as confirmed by the SCADA telemetry, isolating the failed segment of pipe and stopping the flow of natural gas to the compressor stations.
- At 0158 on February 20, the fire was still burning. It was determined that the normally-closed cross-over valve MLV 76-2:3 had not sealed properly, allowing gas to pass into the isolated section of Line 100-2 between MLV 76 and MLV 76A.
- At 0505 on February 20, to stop additional gas from leaking into Line 100-2 and fuelling the fire, TransCanada started isolating and evacuating Line 100-3 between MLV 76 and MLV 76A.
Returning the pipeline system to normal service
Based upon the detailed site survey the company conducted in the early morning of 20 February 2011, it was determined that the grade-cover over Line 100-1 and Line 100-3 had not been disturbed by the pipeline rupture and associated fire and explosion. It was concluded that the integrity of lines 100-1 and 100-3 had not been jeopardized. At 0815, the fire was extinguished. At 0925, Line 100-1 was returned to normal gas service.
While TransCanada personnel addressed the issue of natural gas leaking through MLV 76-2:3, Line 100-3 remained out of service. To address this leak, specialized grease was injected into the cross-over valve MLV 76-2:3. MLV 76A-2:3 was also greased. On February 22, the restart of Line 100-3 was aborted when natural gas was again detected to be leaking through MLV 76-2:3. Line 100-3 between MLV 76 and MLV 76A was then shut down, isolated and evacuated to stop additional gas from leaking into Line 100-2. TransCanada installed another valve and blind flanges to isolate Line 100-3 from Line 100-2 at the cross-over valve MLV 76-2:3 (Photo 1). At 0900 on February 25, after confirmation that there were no additional leaks, Line 100-3 was returned to normal gas service. On February 27, TransCanada resumed its normal gas delivery services via lines 100-1 and 100-3.
On 6 March 2011, with the replacement pipe welded in place for Line 100-2, the occurrence site was backfilled. In June 2011, the valve section was hydrostatically tested. On 23 August 2011, Line 100-2, between MLV 76-2 and MLV 76A-2, was returned to service on a restricted basis as outlined in the company's de-rating program.
Site examination
Subsequent to the company's initial survey, the company and the TSB undertook a detailed site examination. Three pieces of pipe had separated from the pipeline as a result of the rupture. One wrinkled pipe segment was ejected during the explosion and was found approximately 100 m north-east. The other two segments of pipe were found near the occurrence ditch to the north east and to the south-east of the failed pipeline (Photo 1).

The pipeline's exterior had originally been coated with asphalt enamel and wrapped with fibreglass outer wrap. In the rupture area, the resulting fire and explosion had completely burned off the pipe's exterior coating. The water that filled the crater at the occurrence site consisted of melt water collection and localized upwelling (Photo 2). The failure location was in well-drained bedrock at the mid-slope position of a decline. Upstream and downstream of the occurrence site, the asphalt enamel exterior coating remaining on the pipe sections exhibited good adhesion across the length of the pipe body with some minor zones of disbondment noted at various locations.
The suspected origin of the pipe failure was visually inspected in the field; no signs of environmentally assisted cracking (EAC), such as stress corrosion crackingFootnote 2 (SCC) were observed on the failed pipe or on the exposed pipeline. However, after the visual inspection was completed, a non-destructive magnetic particle inspection (MPI) was performed on the pipe surface, which found that the rupture joint and the upstream and downstream pipe joints exhibited a large number of SCC colonies in the pipe body. The majority of these colonies were relatively small, with no indication of any significant coalescence of individual cracks.
The ruptured pieces of pipe were sent to the Acuren Group Inc. Laboratory in Edmonton (the laboratory) for metallurgical analysis. Short portions of the pipeline still in place, which contained the downstream fracture arrest (Photo 2) and the upstream fracture arrest (Photo 3), were cut off and sent to the laboratory.
MLV 76-2:3 was found on site in its normal closed position. Before the occurrence, TransCanada had been aware that this valve was leaking internally, but not that the valve had been previously over-travelledFootnote 3. The over-travel resulted in damage to the valve seat, which allowed natural gas to leak.



The natural gas fire caused a secondary brush fire covering an area of approximately 0.56 hectares. In addition, the overhead power line which supplies power to the rectifiers for the cathodic protection (CP)Footnote 4 system was burned. However, the CP system itself was not damaged. The length of damaged pipe was approximately 17.5 m. The length of pipe affected by the explosion and fire was 24.82 m. To complete the repair, 36.24 m of pipe was replaced.
TransCanada's valve maintenance program
The principal components of all valves are the valve body, the disc or gate, the bore opening, the bonnet, the stem, the stem packing, and the valve seat. The TransCanada pipeline system includes a large variety of valves, which are selected to meet various operational conditions. The design, construction, operation, and repair of all valves are subject to regulation by the CSA and other applicable codes.
Internal leakage across a valve cannot be reliably ascertained as part of preventative inspection and maintenance programs. Leakage across a valve is detected during pipeline or facility outage isolation and is almost always found to be minor and manageable if leaking is present at all. TransCanada does not normally replace or repair pipeline valves found to have some leakage across their sealing surfaces. Where leakage is found to be significant enough to present safety concerns during the outage, these valves are identified for repair, replacement or implementation of other techniques to mitigate safety risks. TransCanada has developed work procedures designed to safely handle small volumes of gas leakage across pipeline valves.
According to the company, its valve maintenance program (VMP) complies with CSA Z662. Within the VMP, TransCanada has defined critical valves (CVs) as those necessary to isolate a pipeline and facilities during an emergency. The CVs include
- mainline valves (MLV);
- cross-over valves between pipeline loops;
- side valves connecting other pipelines or facilities (e.g., compressor stations) to the mainline; and
- blow-off valves on the mainline and at compressor stations.
The company implemented two separate inspection and maintenance programs, summarized below, which are executed in alternate years. Accordingly, each CV is inspected annually.
- The valve and valve operator inspection program includes
- general valve and site inspection;
- valve cycling, external leak detection, inspection and servicing of filters and hydraulic fluids;
- lubrication of valve and actuator parts;
- calibration of instruments/controls that utilize pressure set-points in their function, winterizing, observation of problems that may lead to a future failure to cycle; and
- subsequent corrective work orders to investigate and remedy identified deficiencies.
- The valve and valve operator leak inspection and cycle test program has been designed to identify and remedy the most likely root causes of fail-to-cycle conditions for a CV. Each CV is fully or partially cycled to ensure free movement within the valve. Instruments and controls utilized for pressure set-points for the CV are calibrated as part of this task.
Over time, a valve may develop through-valve leakage which can result from a number of factors (e.g., debris caught between sealing surfaces, scratches or gouges on machined surfaces from contaminants found within the pipeline, or failure to fully cycle the CV to the proper position).
During the investigation into the June 1990 TransCanada pipeline failure (TSB Investigation Report P90H0606), concerns relating to leaking CVs were identified. The TSB determined that “since delays in responding to emergency situations prolong public risk exposure, pipeline companies should be able to rapidly isolate affected sections of pipelines.”
Therefore, the TSB recommended that:
The National Energy Board ensure that, in an emergency, sections of line beyond cross-over points on federally regulated pipelines can be quickly and safely isolated.
Transportation Safety Recommendation 92-06
The NEB indicated that leaking CVs are considered a threat to a pipeline system and must be included in a company's integrity management program. Pursuant to CSA Z662, pipeline companies now have in place integrity management programs to mitigate threats such as the failure of critical valves. The TSB determined the NEB's response to the recommendation to be fully satisfactory.
Laboratory analysis of failed pipe
The laboratory analysis of the failed pipe included visual examination, non-destructive inspection and destructive metallurgical testing.
Visual examination of the cleaned-up sections of failed pipe found no evidence of significant general corrosion or pitting corrosion on the external surface. There was some shallow (external) corrosion present but none of this corrosion was in the immediate vicinity of the rupture location. The maximum depth of this corrosion was 0.43 mm or 5% of the pipe thickness. The deepest external corrosion pit detected on the upstream pipe was 0.91 mm or 10% of the pipe thickness. There was no corrosion pitting in excess of 0.15 mm or 2% of the pipe thickness detected on the downstream pipe. No evidence of internal corrosion was observed.
The laboratory analysis determined the following:
- Failure of this section of Line 100-2 pipe, located at MLV 76-2 + 09.76 km, was the result of longitudinally oriented, near-neutral pH SCC, which was trans-granular in nature.
- The SCC was located at approximately the 0730 position (looking downstream) and centered approximately 2 m from the upstream girth weld. The rupture event resulted in the fracture propagating approximately 2 m downstream before arresting in the rupture joint. The fracture propagated approximately 1.8 mm upstream, followed the toe of the circumferential girth weld for the majority of the pipe circumference, and then continued into the upstream joint for a further 4.1 m before arresting.
- All of the external coating was missing from the ruptured pipe as a result of the fire. A good portion of coating was missing from the upstream joint. Most of the coating remained on the downstream joint, which was found to be well bonded to the pipe, with small areas of disbonding noted, with a very small amount of corrosion product.
- The presence of the numerous colonies of minor SCC distributed randomly over the surface of the upstream joint indicates that there were a number of locations where the exterior coating could have disbonded and shielded the pipe surface from the CP.
- A probable anomaly in the coating at the rupture site could have allowed cracking to occur, unimpeded by CP. However, it was not possible to determine the exact nature of such anomaly due to the missing coating.
- Inspection of the entire upstream and downstream joints found further evidence of SCC, although all of this cracking was significantly shorter and shallower than that which resulted in the rupture, which suggests that there had been some anomalous condition present in the exterior coating that allowed cracking at the initiation site to begin some appreciable time prior to any of the other cracks.
- Crack growth rate was estimated to be approximately 0.17 mm per year.
- The upstream and downstream joints were found to meet the minimum mechanical properties of the specification at the time of pipe manufacture, as well as those of the current specification.
Cathodic protection of Line 100-2 in the vicinity of rupture
The control of external corrosion of a buried pipeline system is normally accomplished using a dual system of external coatings and CP. The primary purpose of the external coating is to protect the pipe surface from its external environment. In the event that the external coating degrades or otherwise fails, the CP system is designed to protect the pipe from corrosion.
Corrosion occurs when electrical current leaves the surface of the pipeline (anode) via the surrounding soil. To reverse this natural process, an impressed current CP system applies a voltage to the pipeline through the soil, giving the pipeline a cathodic potential.
To ensure that CP systems remain effective at preventing corrosion, regular monitoring is carried out by measuring the pipe-to-soil potential using a reference electrodeFootnote 5 and a CP test station that is electrically connected to the pipe. Measured potential values are then analyzed and compared to criteria specified in the regulatory requirements.
CSA Z662, which is adopted by reference in the NEB's Onshore Pipeline Regulations, 1999, SOR/99-294 (OPR-99), requires that pipeline companies verify the satisfactory operation of their CP systems at regular intervals using the applicable provisions of the Canadian Gas Association's (CGA) Recommended Practice OCC-1 (CGA OCC-1).
The CGA OCC-1, in sub-section B.2.1, provides 3-equally acceptable CP criteria as follows:
B.2.1 Steel and Cast or Ductile Iron Structures
- A negative polarized (instant-off) potential of at least 850 mV.
- A negative polarized (on) potential of at least 850 mV accounting for the voltage (IR) drops listed in Sub-section B.3.
- A minimum of 100 mV of cathodic polarization between the structure and a reference electrode contacting the electrolyte, as measured by the formation or decay of polarization.
Note: Where steel piping systems are susceptible to stress corrosion cracking (SCC), caution is advised when selecting polarized potentials more electropositive than negative 850 mV when using the 100 mV polarization criterion.
The CGA OCC-1 does not specify a maximum negative CP potential.
In the vicinity of the occurrence site, CP is provided by the nearest upstream CP system (MLV 76+08.83 km) and the nearest downstream CP system (MLV 76+12.35 km). The nearest CP test station sites are situated on the pipeline system upstream of the occurrence at MLV 76 2+09.15 km and downstream of the occurrence at MLV 76-2+09.89 km.
The most recent CP survey undertaken by TransCanada was the annual pipe-to-soil survey conducted on 18 August 2010. For 2009 and 2010, the "on" potential values for the valve segment were in the range of −1091mV to −4601 mV. For the same period, the "off" potential values were in the range of −855 mV to −1457 mV. All negative polarized potential readings in the vicinity of the occurrence site exceeded 850 mV, meeting the criterion set out in CGA OCC-1, sub-section B.2.1, item (a).
Close interval surveys were also completed as part of TransCanada's diagnostic CP testing procedures when sub-criterion potentials were encountered during annual CP surveys. These close interval surveys assess the CP system's effectiveness over the entire length of the pipeline by taking readings between the permanent CP test stations to verify and optimize system operation. The most recent close interval survey, which was performed in 2006, confirmed that all negative polarized potential readings in the vicinity of the occurrence site exceeded 850 mV (the “off” potential measured closest to the occurrence site was −1082 mV). For the points tested, no anomalies were detected. As a result, no remedial measures were deemed necessary.
Hydrostatic testing of Line 100-2
From MLV 76 to MLV 76A-2, Line 100-2 was pressure tested during the original commissioning of the pipeline in 1972. A 24-hour test was performed using water to a minimum hydrostatic test pressure of 8946 kPa (100% specified minimum yield strength [SMYS]). Since that time, there had not been any subsequent hydrostatic retests on this valve section of Line 100-2 before the occurrence.
On Line 100-2, in northern Ontario between MLV 44 and MLV 113, there are 3 other valve sections of pipeline which are also coated with an asphalt enamel exterior coating. Similar to the occurrence section, these sections had not been hydrostatically retested as part of the company's on-going integrity management program.
TransCanada's hydrostatic retest program is influenced by the operating history and the retest failure history gathered by the company over the years. The occurrence pipeline section was one of a few valve sections between MLV 44 and MLV 113 that had not undergone a hydrostatic retest before the occurrence because those sections had been prioritized as having lower failure risk based on a number of considerations including the following:
- There were multiple prior hydrostatic retests carried out on asphalt enamel or coal tar-coated sections of pipeline immediately adjacent to these valve sections which had resulted in no failures.
- These sections were located beyond the first valve section from the upstream compressor stations.
- There was a low overall frequency of operating and hydrostatic retest failures in northern Ontario and on the TransCanada system as a whole.
In-line inspection of Line 100-2
Magnetic flux leakage (MFL) in-line inspection tools are designed to identify areas of internal and external metal loss (e.g., loss due to surface corrosion). In general, prior to running an MLF-type ILI, an internal pipe sizing and deformation tool is run first to verify the integrity of the internal diameter of the pipeline and to identify zones of damage which could restrict the internal movement of the in-line inspection (ILI) tool. Since 1990, the section from MLV 74 to MLV 76-2 was internally inspected as follows:
| Type of internal inspection | Inspection year |
|---|---|
| Magnetic flux-leakage tool | May 2000 |
| Caliper internal pipe sizing tool | May 2000 |
| Pipe sizing and deformation tool | June 1990 |
In May 2000, a high-resolution MLF tool was used to measure metal loss depth as a percentage of wall thickness. For identified anomalies, the rupture pressure ratio (RPR) was calculated by taking the ratio of the predicted burst pressure of the anomaly and the maximum operating pressure (MOP) of the system. During the ILI in May 2000, TransCanada applied a more conservative approach by basing the RPR on hydrostatic test pressure in lieu of operating pressure.
From the ILI, the deepest unrepaired feature had a peak metal loss depth of 35% of wall thickness and an RPR1.25 of 1.10, based on a hydrostatic test pressure of 125% of MOP. TransCanada inferred from these results that corrosion was not an integrity issue for the MLV 76 to MLV 76A-2 section of Line 100-2.
TransCanada's evaluation of the electromagnetic acoustic transducer (EMAT) tool
At the time of the occurrence, TransCanada was reviewing the use of a more advanced ILI tool, the electromagnetic acoustic transducer (EMAT). This ILI tool is a non-contact device that generates an ultrasonic pulse in the section of the pipeline being inspected. The EMAT tool was showing very positive results with identifying cracks (including SCC) and undefined external corrosion on the pipeline surface. During its evaluation period at TransCanada, the EMAT tool was being used to inspect higher-priority locations on the pipeline system, which had been determined using TransCanada's risk prioritization criteria.
TransCanada's inspection interval for the EMAT was based on the following criteria:
- detection threshold and sizing capabilities of the tool
- density of cracks detected
- understanding of the growth rate during operations
- limit state analysis of cracks
- potential failure frequency
- potential consequences of failure based on a risk analysis.
To validate the accuracy of the EMAT tool data, TransCanada used selected hydrostatic tests and correlation excavations of the pipeline.
Regulatory requirements for pipeline integrity management
Section 40 of the OPR-99 requires a company to develop a pipeline integrity management program. The OPR-99 does not prescribe the integration of industry standards (other than the applicable provisions of the latest edition of CSA Z662) or best practices into the pipeline integrity management program.
Section 3.2 of CSA Z662-11 (Pipeline System Integrity Management Program) specifies the following:
Operating companies shall develop and implement an integrity management program that includes effective procedures […] for managing the integrity of the pipeline system so that it is suitable for continued service, including procedures to monitor for conditions that can lead to failures, to eliminate or mitigate such conditions, and to manage integrity data. Such integrity management programs shall include a description of operating company commitment and responsibilities, quantifiable objectives, and methods for:
- assessing current potential risks;
- identifying risk reduction approaches and corrective actions;
- implementing the integrity management program; and
- monitoring results.
While the NEB, in its Guidance Notes for the Onshore Pipeline Regulations, provides some direction in developing a pipeline integrity management program, regulated companies have flexibility and discretion to develop the content of their pipeline integrity management program. The effectiveness of each regulated company's program is then monitored by the NEB on an ongoing basis (generally annually), with the goal of ensuring that pipelines are suitable for continued safe, reliable and environmentally responsible service.
The effect of the OPR-99 provisions is that regulated pipeline companies develop pipeline integrity management programs tailored to their specific circumstances, and initiate corrective action for defects which are known to exist or are found to exceed criteria established by CSA Z662.
TransCanada's integrity management process for pipelines
TransCanada's Integrity Management Process for Pipelines (IMPP) is the governing document the company uses for managing the integrity of its pipeline facilities. The IMPP uses a risk based pipeline integrity management process.
While regulatory requirements mandate compliance to certain standards, such as CSA Z662, various non-mandatory industry standards and recommended practices are also available and provide useful guidance to companies in the development of integrity management programs. Such non-mandatory documents include the annexes to CSA Z662, the American Society for Mechanical Engineers (ASME) codes and standards, the American Petroleum Institute standards and the National Association of Corrosion Engineers standards.
In addition to the mandatory standards, TransCanada's IMPP adopts selected sections of the above-mentioned non-mandatory standards and codes to meet the goal of the regulatory requirements pertaining to its pipeline integrity management program. As mandatory and non mandatory standards and codes evolve over time to address the latest trends and emerging issues, so does TransCanada's IMPP. For example, once SCC was determined to be both a safety and integrity issue for a large number of pipelines globally, the ASME undertook to establish an industry standard to address safety and integrity issues on natural gas pipeline systems. This work culminated in the development of the ASME B31.8S standard entitled "Managing System Integrity of Gas Pipelines" (2004). With the publication of this standard, TransCanada proceeded to modify its IMPP by adopting selected tables from the ASME B31.8S standard for polyethylene-coated pipelines. TransCanada has also adopted all the recommendations stemming from the 1996 National Energy Board inquiry into SCC and continues to adhere to the reporting requirements for significant SCC.
TransCanada's IMPP in effect at the time of the occurrence recognized SCC as a potential threat for Line 100-2 and monitored this threat through the use of inspection excavations and periodic hydrostatic retests. In particular, the valve segments upstream and downstream of the occurrence site (MLV 75 to MLV 76 and MLV 76-A to MLV 77) were part of an active hydrostatic retest program cycle. However, TransCanada believed that pipeline segments coated with asphalt and coal tar enamel (such as the segment that failed) have a lower probability of failure and therefore these segments were not tested.
External corrosion was also identified through TransCanada's IMPP process as a potential time-dependent threat for Line 100-2. To mitigate this threat, TransCanada conducted a number of defect condition assessments, including the ILI run in May 2000. Based upon TransCanada's risk analysis, it is in 2010 that excavations of the 2 “worst”
corrosion features detected during the ILI were completed for the section from MLV 75 to MLV 77. Non-destructive examination using magnetic particle inspection was also conducted at these locations. In both cases, the corrosion was observed not to have grown significantly since 2000, which lead TransCanada to believe that the risk of external corrosion for this valve segment remained low.
Analysis
The accident
The occurrence resulted when SCC in the pipe body reduced the load-bearing capacity of the pipeline steel such that local permanent yielding occurred at normal operating pressures, leading to the rupture, explosion and fire. The relatively uniform growth of SCC in the pipe body indicates that SCC had been growing for some time.
When Line 100-2 was built in 1972, the exterior surface of the pipeline was coated with asphalt enamel and wrapped with fibreglass. The pipeline was further protected from corrosion using an impressed current CP system.
External asphalt enamel coatings may deteriorate and disbond over time due to factors such as soil stress. In response to coating disbondment, the pipeline's CP system would protect the pipeline from corrosion as long as the CP current can reach the pipe surface. However, in certain circumstances that vary depending on the dielectric properties of the disbonded coating and of the soil, the CP current may not be able to reach the pipe surface due to the localized shielding effect of the disbonded coating. There are also certain situations where the level of CP current applied to the pipeline may have to be increased to ensure effective corrosion protection. If the CP current is increased beyond a certain level, over-protection of the pipeline may occur, which can promote the evolution of hydrogen gas at the pipe surface. The evolution of hydrogen gas can accelerate coating disbondment, which in turn can further shield the pipe surface from the beneficial effects of the CP system. CP shielding together with the ingress of ground water, dissolved gases and bacteria into the void between the coating and pipe surface can create an alkaline environment favorable for the formation of SCC.
In this occurrence, it is likely that there was an anomaly in the condition of the exterior coating at the initiation site at the time of pipe installation. Over time, this anomaly resulted in the coating to disbond from the pipe surface, shielding it from the beneficial effects of CP. Because the coating was missing from the initiation site, it was not possible to determine the nature of the anomaly.
The disbonded coating permitted the pipe surface to come in contact with the aggressive external environment while shielding it from CP, allowing SCC to develop, likely soon after the installation of the pipe. Once initiated, SCC continued to grow over time, assisted by the internal pressure associated with normal pipeline operations.
The CP system of Line 100-2 in the vicinity of the occurrence was regularly monitored by TransCanada and its effectiveness was evaluated in accordance with the applicable regulatory provisions. According to the results of the monitoring, no abnormalities in the CP system were detected and no evidence of overprotection was found. As such, no specific remedial measures were deemed necessary.
In response to various integrity and safety issues associated with pipeline hazards and threats, TransCanada established its IMPP for integrity management of all TransCanada pipeline facilities, including Line 100-2. Using a risk-based approach, the IMPP considers all pipeline hazards and threats identified by ongoing company programs as well as in various regulatory requirements, industry standards and codes.
Under TransCanada's IMPP, sections of the pipeline coated with asphalt enamel were considered to have a low probability of failure compared with other types of integrity threats such as external corrosion, and were not being retested. The occurrence section had not been hydrostatically retested since its original commissioning in 1972. Although in-line inspections were being conducted on a regular basis as a component part of the ongoing IMPP, the inspection tool, based on magnetic flux leakage technology, was not designed to identify stress corrosion cracking in the exterior surface of the pipeline. As a component of the IMPP, TransCanada relied upon selective hydrostatic retesting of pipeline valve segments to identify critical SCC in the exterior surface of the pipeline.
Hydrostatic retesting as an integrity tool
Pipeline companies have historically used hydrostatic retesting to confirm the integrity of a section of pipeline from potential time-dependent threats such as corrosion (both external and internal), SCC, construction damage, and manufacturing defects. Hydrostatic retesting has been shown, through operating experience and engineering research, to be a very effective means of detecting and mitigating near-critical defects, such as SCC, in natural gas pipelines. Detection and mitigation of SCC flaws approaching critical dimensions through a hydrostatic retest provides an operating company with a margin of safety against an in-service failure in such a tested line portion for a number of years. Statistical analysis using crack growth-rate models may be used to adjust or fine-tune the hydrostatic retest intervals. While the valve section containing the occurrence site had never been retested, valve sections upstream and downstream on Line 100-2 had been retested on several occasions. When any section of the pipeline system is not hydrostatically tested on a programmed basis, EAC defects may develop on the exterior surface of the pipe and remain undetected, increasing the risk of an in-service failure.
In-line inspection tools
ILI tools have been designed to detect pipe defects such as cracks and metal loss due to corrosion. While ILI using MFL technology has been successful in identifying corrosion zones, it is not specifically designed to detect SCC in the exterior surface of the pipe, especially when they occur in colonies on the pipe surface or near the longitudinal and circumference welds. If corrosion is associated with the colonies of SCC, the MFL will identify the corrosion, but not necessarily the presence of EAC-type cracks.
A recent addition to the field of ILI tools, the EMAT inspection tool is specifically designed to detect and size cracks, including SCC. The EMAT tool can detect corrosion but it is not designed to size and evaluate it. At the time of the occurrence, 2 ILI vendors, each with an EMAT-type tool, had been working on the TransCanada system as part of a controlled implementation of this type of ILI tool. Although EMAT tools have been around for many years, recent advancements in the technology have greatly improved its crack-detection capabilities. ILI tools based on this technology are in an advanced stage of development to reliably detect EAC-type crack defects such as SCC in gas pipelines. When fully operational, SCC management in gas pipelines will be further enhanced. Until then, SCC management will continue to require additional measures including hydrostatic retesting, pipeline excavations and data integration.
Operation of emergency mainline and cross-over valves
When a section of pipeline has to be isolated due to an emergency situation, valves at each end can be commanded to close, and each valve's disc moves to a closed position and stops the flow of natural gas into the section. If cross-over valves have been installed for operational purposes, these normally-closed valves must be checked to ensure a 100% closure seal between the valve disc and the valve bore opening. Once declared safe, emergency repair crews are then able to access the occurrence site safely to complete a repair.
During an emergency situation, the swift and effective operation of all valves within a given pipeline section is key to a safe and quick shutdown and repair of the pipeline. If one or more of these valves fail to close or seal properly, this can lead to delays in emergency response, access to the occurrence site and the initiation of repairs. In this occurrence, the failure of the cross-over valve to seal fully and isolate the ruptured section of the pipeline system permitted the leaking natural gas to feed the fire at the occurrence site, delaying the start of the repair work. Internal leakage across a valve cannot be reliably detected as part of preventive inspection and maintenance programs unless the lines are shut down for maintenance or because of an outage. While most valve leakage is minor and can be managed operationally, in an occurrence, more significant leakage may go undetected and lead to delays in emergency response.
The following TSB Engineering Laboratory report was completed:
- LP062/2011 - Review of Pipeline Failure Examination TC Pipeline (Line 100-2), Beardmore, Ontario.
Findings
Findings as to causes and contributing factors
- Stress corrosion cracking in the pipe body reduced the load bearing capacity of the pipeline steel such that local permanent yielding occurred at normal operating pressures, leading to the rupture, explosion and fire.
- Disbonding of the exterior asphalt enamel coating likely occurred.
- The disbonded coating permitted the pipe surface to come in contact with the aggressive external environment while shielding it from the beneficial effects of CP, allowing SCC to develop, likely soon after the installation of the pipe.
- Stress corrosion cracking continued to grow over time assisted by the internal pressure associated with normal pipeline operations.
- Under TransCanada's Integrity Management Process for Pipelines, sections of the pipeline coated with asphalt enamel were viewed as having a low probability for failure due to SCC and were not being retested. The occurrence section, which was asphalt enamel-coated, had not been hydrostatically retested since its original commissioning in 1972.
Findings as to risk
- When any section of the pipeline system is not hydrostatically tested on a programmed basis, EAC defects may develop on the exterior surface of the pipe and remain undetected, increasing the risk of an in-service failure.
- While most internal valve leakage is minor and can be managed operationally, in an occurrence, more significant leakage that remained undetected can lead to delays in emergency response.
Other findings
- While in-line inspection using magnetic flux leakage technology has been successful in identifying corrosion zones, this type of ILI tool is not designed to detect SCC in the exterior surface of the pipe.
- While TransCanada regularly monitored the effectiveness of the CP system in the vicinity of the occurrence in compliance with the applicable regulatory provisions, no abnormalities in the CP system were detected and no evidence of overprotection was found.
Safety action
Safety action taken
Following the occurrence, the National Energy Board initiated the following reviews of:
- Actions which may be required to address ongoing concerns related to valve integrity, as the proper function of these pipeline components may be critical in the event of an emergency.
- The requirements for redundancy in the isolation of an operating pipeline when a section of pipeline is being removed and replaced due to repairs, modifications, or maintenance.
- The potential impacts of the circumstances of this occurrence on TransCanada's risk evaluation associated with asphalt enamel and coal tar-coated sections of Line 100-2, including the adequacy of the pressure de-rate program on Line 100-2.
Following the occurrence, TransCanada took the following actions:
- In June 2011, the segment of pipeline from MLV 76 to MLV 76A-2 on Line 100-2 was hydrostatically retested to a minimum test pressure of 130% of maximum operating pressure. Hydrostatic retesting was also performed on Line 100-2 between MLV 103 and MLV 104 without failure to a minimum test pressure of 100% specified minimum yield stress. This section had not previously been hydrostatically retested.
- TransCanada instituted a pressure de-rating program for all of Line 100-2. Referred to as the
“Line 100-2 De-Rate Program“
, the pressure reductions have been implemented based on the year of the previous SCC mitigation. The pressure de-rate will increase by 5% per year after implementation, unless mitigation measures are taken. For the entire Line 100-2 from MLV 41-2 (Winnipeg, Manitoba) to MLV 116-2 (North Bay, Ontario), the maximum operating pressure was reduced by 5%. - As part of a 5-year plan to confirm the integrity of Line 100-2, TransCanada modified its pipeline maintenance program to conduct in-line inspections for SCC using an EMAT tool, and is in the process of controlled implementation and validation of crack-detection ILI tools to identify SCC on the exterior surface of the pipe. Combined with a hydrostatic retesting program, the integrity of the EMAT tool and of the mainline valve sections will be verified.
- For 9 specific valve segments and based on the previous 90-day operating pressure spectrum, TransCanada took immediate action to de-rate the operating pressure by 5% of the maximum operating pressure. TransCanada is working towards inspecting, locating and sizing all SCC defects using EMAT technology. In the interim, the de-rate program for Line 100-2 prioritizes the various valve sections along with the existing Line 100-2 with an additional 5% MOP de-rate implementation slated as follows:
- Priority 1: Asphalt-coated segment with no previous hydrostatic test (implemented March 2011)
- Priority 2: Asphalt segments with 20+ years since last hydrostatic test (implemented April 2011)
- Priority 3: Coal-tar enamel-coated segments with no previous hydrostatic test (implemented April 2011)
- Priority 4: PolyTape-coated segments with 8+ years since last hydrostatic test (implemented May 2011)
- Priority 5: Asphalt segments with 10+ years since last hydrostatic test (implemented May 2011).
- TransCanada is preparing a new gas pipeline integrity management program document which will, in 2012, replace the Company's Integrity Management Process for Pipelines (IMPP). In addition, documented processes are being implemented that will provide details on the management of each pipe integrity threat, including SCC. The new gas pipeline integrity management program will address all pipeline integrity threats, including incorrect operation, and will
- include only TransCanada's gas pipelines within Canada;
- reflect TransCanada's new structure and processes used to manage the integrity of gas pipelines; and
- include links to external documents.
- TransCanada implemented a comprehensive review of its SCC program, which includes the following:
- peer reviews of program details
- internal and external in-depth review of all aspects of the current SCC program and related processes
- prioritization review of the use of EMAT and the proposed associated 5-year schedule
- hydrostatic retesting pressure intervals
- strategic and tactical use of permanent and/or temporary de-rates in operating pressure.
- TransCanada instituted a total management system, process and implementation review. The objective of this review is to further fine-tune the integrity management process for pipelines for Line 100-2.
- TransCanada amended its valve maintenance program as follows:
- The maintenance procedures were modified to address across-valve leakage that would present an unmanageable safety concern during a pipeline outage or emergency.
- New procedures were developed and implemented to provide specific and detailed instructions to validate and optimize gate valve position.
This report concludes the Transportation Safety Board's investigation into this occurrence. Consequently, the Board authorized the release of this report on 21 March 2012.