Main-track train derailment
Canadian National Railway Company
Freight train G86742-21
Mile 11.35, Warman Subdivision
Saskatoon, Saskatchewan
The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. This report is not created for use in the context of legal, disciplinary or other proceedings. See Ownership and use of content. Masculine pronouns and position titles may be used to signify all genders to comply with the Canadian Transportation Accident Investigation and Safety Board Act (S.C. 1989, c. 3).
Summary
On 22 January 2019, at about 0925 Central Standard Time, Canadian National Railway Company freight train G86742-21, travelling southward at 31 mph on the Warman Subdivision, experienced a train-initiated emergency brake application near Saskatoon, Saskatchewan. After the train came to rest, the train crew determined that 29 cars and the mid-train locomotive had derailed. Many of the derailed cars were piled up on the northbound lanes of divided Highway 11, blocking the crossing. Some of the derailed cars lost their containment, releasing their load of grain. The mid-train locomotive caught on fire; the fire was quickly extinguished. There were no dangerous goods involved. There were no injuries.
1.0 Factual information
1.1 The accident
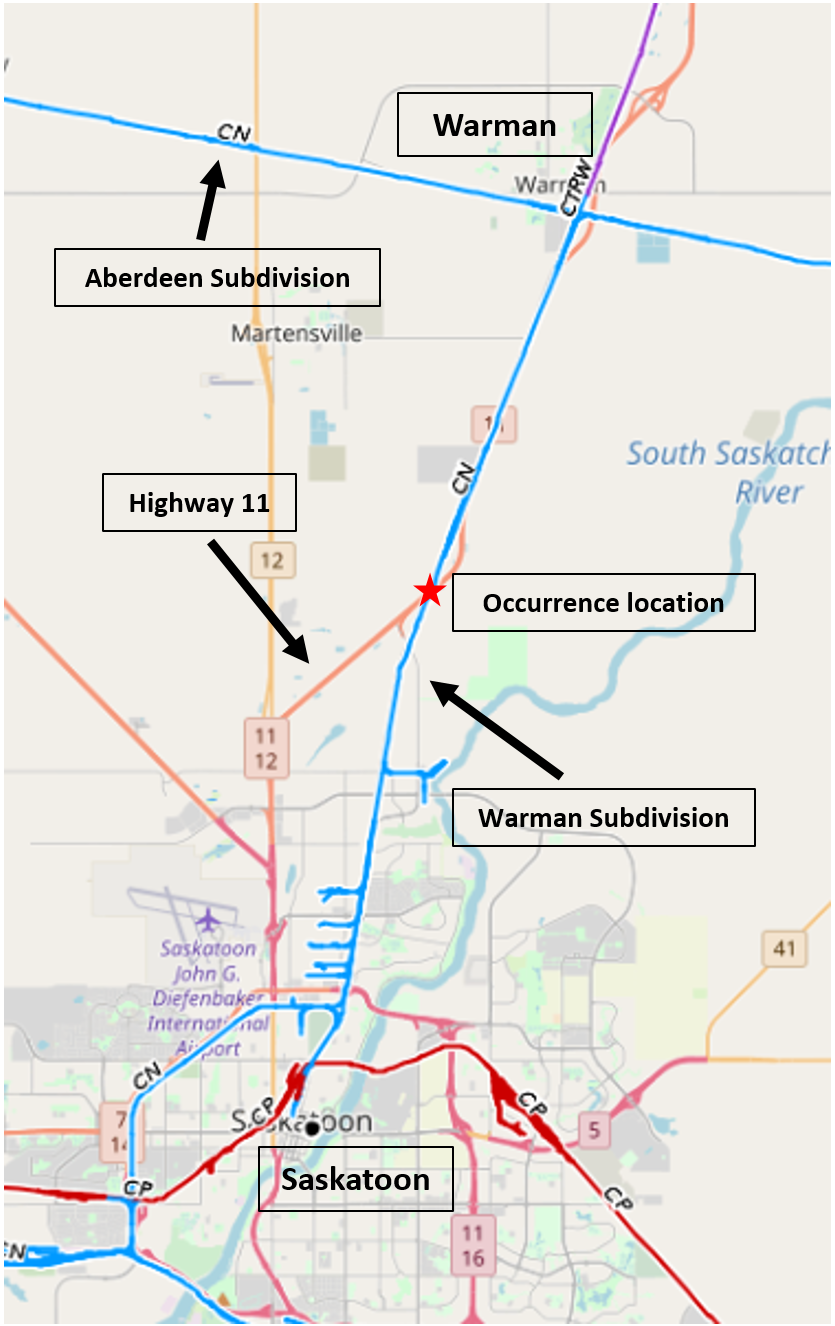
On 22 January 2019, at about 0308,Footnote 1 Canadian National Railway Company (CN) freight train G86742-21 departed eastward on the Aberdeen Subdivision from North Battleford Yard (Mile 147.7), destined for Edmonton, Alberta, via Saskatoon, SaskatchewanFootnote 2 (Figure 1). The train comprised 3 head-end locomotives and 104 covered hopper cars loaded with grain. En route, at the Cargill grain elevator site located at Mile 144.0 on the Aberdeen Subdivision, 51 loaded covered hopper cars of grain were added to the train, between the 2nd and 3rd locomotives. At 0525, the train, weighing 22 495 tons and measuring 9015 feet in length, departed the Cargill grain elevator site. The crew consisted of a locomotive engineer, a conductor, and a conductor trainee.
The train continued eastward until it reached Warman, Saskatchewan, where it entered the Warman Subdivision at Mile 17.2 (Mile 65.4, Aberdeen Subdivision) and travelled southward. At about 0923, a rough ride was experienced as the train approached and then passed over the Highway 11 crossing at Mile 11.35. At about 0924, a train-initiated emergency brake application occurred. The head end of the train came to rest at Mile 10.81.

At the site, 29 cars—the 27th car to the 55th car—along with the mid-train remote locomotive had derailed. Many of the derailed cars were piled up on the northbound lanes of divided Highway 11, blocking the crossing. Some of the derailed cars released their load of grain. The mid-train remote locomotive (IC 2699) caught on fire; the fire was quickly extinguished by the first responders.
1.2 Site examination
In the highway median (between the northbound lanes and southbound lanes of Highway 11), a damaged Portec insulated joint (PIJ) was discovered in the east rail (Figure 2). The joint itself was intact. However, about 3 feet of the head of the rail had separated from the web of the rail, and had broken into several pieces. The PIJ and the associated pieces of rail were sent to the TSB Engineering Laboratory in Ottawa, Ontario, for detailed examination.

1.3 Recorded information
A review of the data from the locomotive event recorder indicated the following:
- At about 0923:39, the locomotive horn was activated at Mile 11.65 in preparation for transiting the crossing at Mile 11.35.
- At about 0924:45, while travelling at about 31 mph in throttle 1 with the air brakes released, the train experienced a train-initiated emergency brake application when the head-end locomotive was at Mile 11.04.
- The train continued with the brake applied in emergency until it came to rest, with the head-end locomotive at Mile 10.81.
1.4 Weather information
At the time of the occurrence, the temperature was −11 °C and the skies were cloudy.
1.5 Subdivision information
The Warman Subdivision consists of a single main track that extends from Mile 0.0 at Chappell Junction in Saskatoon to Mile 17.3 in Warman (Figure 3).
Train movements on this subdivision are governed by the centralized traffic control system method of train control, as authorized by the Canadian Rail Operating Rules, and are supervised by a rail traffic controller located in Edmonton, Alberta. There were an average of 6 freight trains per day (3 northbound trains and 3 southbound trains). In 2018, the annual tonnage over the Warman Subdivision was about 19 million gross tons (MGT). Traffic on this subdivision had steadily increased since 2013, when the annual tonnage was about 7.7 MGT (Table 1).
| Year | Tonnage (million gross tons) |
|---|---|
| 2012 | 9.3 |
| 2013 | 7.7 |
| 2014 | 11.0 |
| 2015 | 13.0 |
| 2016 | 14.7 |
| 2017 | 16.2 |
| 2018 | 19.1 |
The track structure consisted of 100-pound continuous welded rail (CWR) manufactured by Sydney in 1980. The rail was laid on 14-inch double-shouldered tie plates and secured to hardwood ties with 3 spikes per tie plate (fully spiked). The rail was box anchored every other tie. Over the crossing, the rail was box anchored every tie. The ties and the crushed rock ballast were generally in good condition. The cribs were full and there were approximately 12-inch shoulders at the ends of the ties.
In the vicinity of the crossing, the track is tangent, oriented north/south, and descending toward the south with a grade between 0.2% and 0.4%. The track is classified as Class 3 track according to the Transport Canada (TC)–approved Rules Respecting Track Safety, also known as the Track Safety Rules (TSR). The authorized speed is 40 mph for freight trains and 60 mph for passenger trains.
Highway 11, which crosses the subdivision at Mile 11.35, is oriented in a northeast-southwest direction. Highway 11 is a divided highway with 2 asphalt-surfaced lanes in each direction. The distance between the 2 roadway surfaces along the railway track is about 60 m (195 feet). The crossing on Highway 11 is protected with standard reflectorized crossing signs, flashing lights, and bells. Some of the flashing lights are mounted on a cantilevered structure extending over the outside lane of the highway.
In the vicinity of the crossing, 10 insulated joints supported the crossing signal operation (Figure 4). They comprised
- 2 glued insulated joints at Mile 11.79,
- 2 glued insulated joints at Mile 10.93,
- 2 PIJs immediately north of the crossing,
- 1 PIJ and 1 glued insulated joint immediately south of the crossing, and
- 2 PIJs on the median between the 2 highway roadways at Mile 11.35.Footnote 3
In addition to these insulated joints, a number of regular joints had been installed in the section of track between the northbound and southbound lanes of Highway 11 during previous track repairs.
In the median between the northbound and southbound lanes, mud and debris from the crossing roadway had collected and contaminated the track ballast. Poor drainage conditions necessitated shimming, frequent lifting by hand, and tamping of the ties to address the deteriorating track geometry conditions.
A crossing upgrade, planned for later in 2019, was to include concrete crossing pads, rubber flange way fillers, new 136-pound track panels with 10-foot ties through the crossing, and 14-inch tie plates.

1.6 Rail examination
1.6.1 Insulated joint
The joint in the median between the northbound and southbound lanes of Highway 11 was a PIJ situated in the east rail. It was one of the joints that supported the operation of the grade-crossing warning devices (Figure 5).
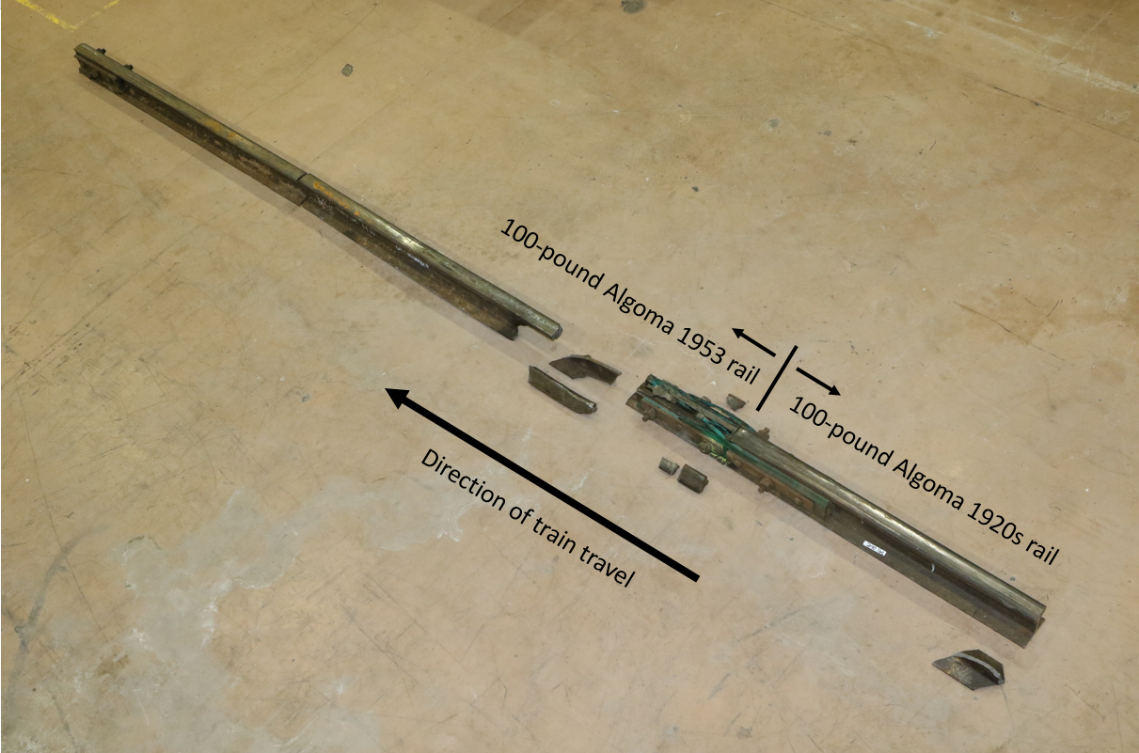
The joint bars, which remained intact following the occurrence, joined a piece of 100-pound rail manufactured in 1953 by Algoma Steel with another piece of 100-pound rail manufactured by Algoma Steel in the 1920s.Footnote 4 Only the 1953 rail extending toward the south had fractured. Between the joint bars, the 1953 rail head had fractured horizontally and separated along the web (Figure 6). Three small pieces of rail head, which exhibited significant signs of pounding, were recovered. At this location, the web also exhibited extensive signs of pounding, indicating that the head and the web had been fractured for some time.
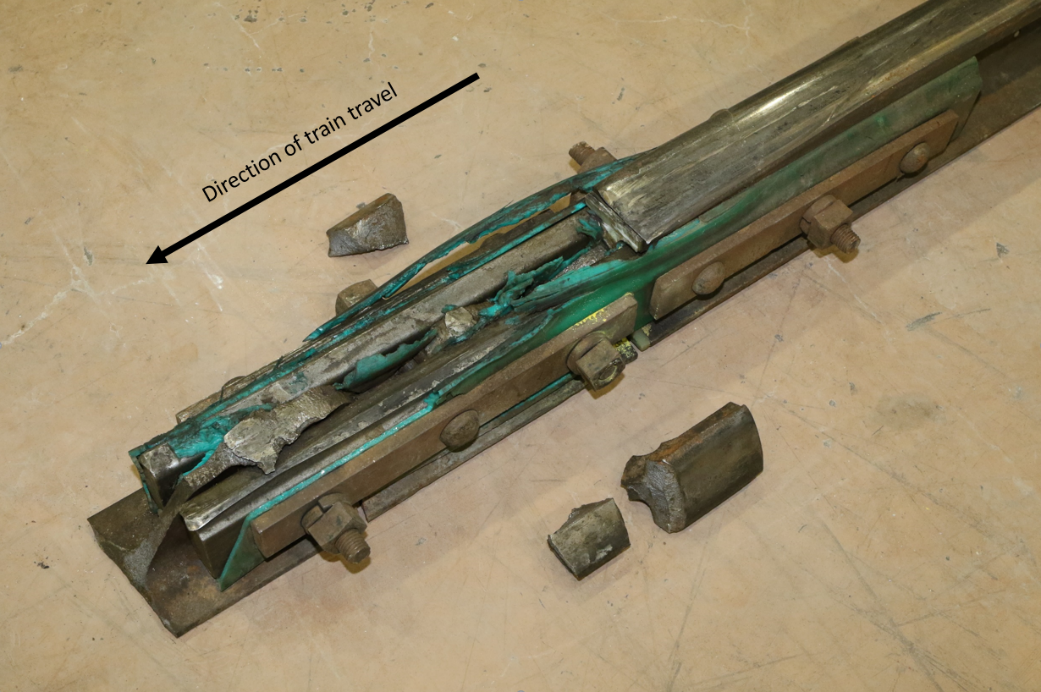
Three pieces of 1953 rail web and base were contained between the joint bars. There were indications of a significant amount of rubbing between the pieces. The characteristics of the rubbing suggests that the cracking may have originated in the most northerly bolt hole. The rail at the south end of the joint bars was fractured through its full section. Only small sections of its fracture face exhibited indications of rubbing. As a result, the fractures within the joint were likely the first to occur.
The recovered rail sections were examined in detail along with rail sections from 2005 and 2017. It was determined that while all 4 samples of rail exhibited a pearlitic microstructure consistent with current CN standards, the 2 older samples (1920s and 1953 rail) had a much coarser microstructure than the 2 newer samples (2005 and 2017 rail).
Fully pearlitic steels, while having high strength and good wear resistance, have poor ductility and toughness relative to other types of steels.Footnote 5 Fracture toughness is defined as the resistance to the propagation of a crack.Footnote 6 As a result, materials with higher fracture toughness will normally have slower growth rates for cracks of a given size. A number of factors affect the toughness of pearlitic steels, including colony size (coarseness of the observed microstructure), interlamellar spacing,Footnote 7 and prior austenite grain size.Footnote 8 For the 4 sections of examined rail, the interlamellar spacing and precise colony size were not measured and the prior austenite grain size was not known. From the micrographs of each rail vintage, it was noted that the 2 newer rails (2005 and 2017) had a finer microstructure (smaller colony size), while the 2 older subject rails (1953 and 1920s) had a coarser microstructure (larger colony size). Therefore, the older rails likely had lower fracture toughness than the newer rails.
1.6.2 Forward-facing video recording from occurrence train
The video recording from the forward-facing camera on the train’s lead locomotive (CN 2278) was examined. A dark object on the east rail in the section of track between the northbound and southbound lanes of Highway 11 was noted.
Based on the forward-facing video recording, together with a satellite image of the crossing, it was concluded that the dark object was due to the missing rail head from the PIJ at Mile 11.35.
1.7 Track inspections
1.7.1 Requirement for track inspections
According to the TC-approved TSR, Class 3 CWR track with between 15 and 35 MGT of annual tonnage must
- be visually inspected (on foot or in a track vehicle) twice weekly,Footnote 9
- receive an electronic geometry car inspection by a heavy geometry inspection vehicle twice annually,Footnote 10,Footnote 11 and
- receive a rail flaw inspection annually. Footnote 12
Track with less than 15 MGT of annual tonnage requires only
- 1 inspection annually by an electronic geometry car.Footnote 13
In addition to the regulatory inspection requirements, CN Engineering Track Standards require
- a walking inspection of road crossings annually, with not more than 12 months between inspections,Footnote 14 and
- a joint bar inspection annually.Footnote 15
1.7.2 Signal system inspection
CN’s Signals & Communication General Instruction (GI) GI-301 sets out the frequency for testing or inspecting the various apparatus of signal systems. Regarding highway grade-crossing warning systems, GI-310(b)(3) requires track appliances to be inspected at least once every 3 months. This instruction defines insulated joints as a track appliance and requires a visual inspection in accordance with GI-332(a).
1.7.3 Inspections conducted in the vicinity of the crossing
On 19 January 2019, during the most recent visual track inspection, no defects were noted in the vicinity of the crossing. However, it was noted that the ties under the joint at Mile 11.35 (the occurrence joint) were somewhat deteriorated, the drainage over the crossing was not always adequate, and some sections of ballast were fouled with fine-grained material due to the pumping action of the track as trains travelled over the crossing.
The crossing had been last visually inspected and tested on 16 January 2019. The operation of the grade-crossing warning devices was checked and the insulated joints were observed. No defects were noted.
The most recent rail flaw inspection with a rail flaw detector car had been conducted on 30 December 2018. No rail defects were identified in the vicinity of the crossing. In 2018, the Warman Subdivision had been inspected 10 times for rail flaws.
The joint bars near the crossing at Mile 11.35 had last been optically inspected with a high-speed camera on 30 December 2018. No safety-related conditions were detected. In 2018, the Warman Subdivision was optically inspected 7 times. No safety-related conditions were detected in the vicinity of the crossing.
The last heavy geometry car inspection had occurred on 08 July 2018. Five priority defects were detected between Mile 11.29 and Mile 11.33 (Table 2).
| Defect type | Severity | Measured deviation (inches) | Mile point | Rail |
|---|---|---|---|---|
| Surface* | Priority | −1.68 | 11.33 | West |
| Cross level** | Priority | 1.42 | 11.33 | N/A |
| Surface | Priority | 1.71 | 11.30 | West |
| Surface | Priority | 1.61 | 11.30 | East |
| Surface | Priority | −1.37 | 11.29 | East |
* The deviation from uniform profile on either rail at the mid-ordinance of a 62-foot chord.
** The deviation from zero cross level at any point on tangent track or reverse cross-level elevation on non‑tangent track.
The previous 3 track inspections before July 2018 by a heavy geometry inspection vehicle had been conducted in June 2017, August 2016, and May 2016.
1.8 Track maintenance work in the vicinity of the Highway 11 crossing
The CN track information system (TIS) is a mobile computer-based system for track section information, including rail flaws, track geometry, and inspection and maintenance records. GPS (global positioning system) coordinates and mileage points are used to associate the information in the database with the track structure.Footnote 16
Work history information from the TIS for track in the vicinity of the crossing (Mile 11.27 to Mile 11.37) from January 2014 to January 2019 was reviewed. Table 3 presents a summary of the track maintenance work performed in the vicinity of the Highway 11 crossing.
| Mileage | Date | Description of work performed |
|---|---|---|
| 11.27 to 11.28 | 09 August 2017 | Surface track – 40.0 feet |
| 11.28 | 22 September 2017 | Install plug rail – 16.083 feet |
| 11.28 | 23 September 2017 | Install plug rail – 18.583 feet |
| 11.28 | 06 June 2018 | Install plug rail – 20.417 feet |
| 11.29 | 21 March 2018 | Install plug rail – 12.833 feet |
| 11.30 | 05 October 2015 | Surface track – 15.000 feet |
| 11.30 | 10 February 2016 | Install plug rail – 31.375 feet |
| 11.30 | 26 January 2017 | Apply shims |
| 11.30 | 03 May 2017 | Remove shims |
| 11.31 | 04 August 2015 | Surface track – 30.000 feet |
| 11.31 | 12 October 2016 | Surface track – 25.000 feet |
| 11.31 | 15 June 2017 | Install plug rail – 31.583 feet |
| 11.31 | 12 September 2017 | Replace ties – 15.000 feet |
| 11.31 | 04 October 2017 | Install plug rail – 25.333 feet |
| 11.31 | 05 October 2017 | Install plug rail – 50.500 feet |
| 11.31 | 17 April 2018 | Install plug rail – 14.917 feet |
| 11.33 | 18 November 2014 | Install plug rail – 13.271 feet |
| 11.35 | 29 July 2015 | Install plug rail – 15.375 feet |
| 11.35 | 09 September 2015 | Install plug rail |
| 11.35 | 07 June 2016 | Surface track – 40.000 feet |
| 11.35 | 09 June 2016 | Replace rail – 39.000 feet |
| 11.35 | 26 January 2017 | Apply shims |
| 11.35 | 21 April 2017 | Install plug rail – 22.417 feet |
| 11.35 | 03 May 2017 | Remove shims |
| 11.35 | 10 July 2018 | Rail gap adjusted |
| 11.35 | 14 November 2018 | Replace joint bar |
| 11.35 | 16 November 2018 | Install plug rail – 17.583 feet |
| 11.35 | 22 November 2018 | Install plug rail – 14.917 feet |
| 11.37 | 21 March 2017 | Install plug rail – 24.333 feet |
| 11.37 | 28 March 2017 | Replace joint bar |
| 11.37 | 21 April 2017 | Weld plug rail – 2 welds |
In the vicinity of Mile 11.35, a rail flaw detection test on 18 April 2017 identified a location where the rail head was separating from the web of the rail. To repair the rail, a plug rail measuring 22 feet 5 inches long was installed.
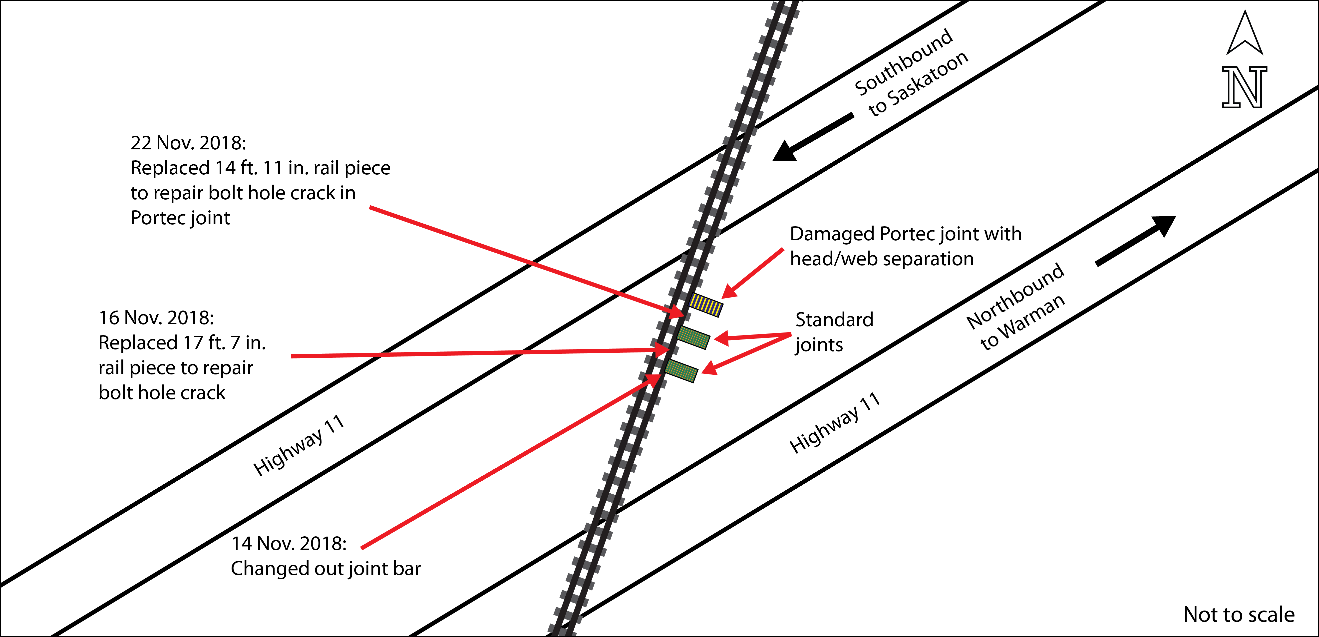
In November 2018, other rail maintenance occurred in the highway median (Figure 7), including the following:
- On 14 November 2018, during a visual track inspection, a cracked joint bar in the east rail between the 2 highway roadways was identified. While the joint bar was being changed, a bolt hole crack was observed in the rail extending to the south.
- On 16 November 2018, the rail with the bolt hole crack was changed out. A piece of rail 17 feet and 7 inches in length was installed between the joint and a joint to the south.
- On 22 November 2018, the rail flaw detection car identified a bolt hole crack in the PIJ situated just north of the rail that had been installed on 16 November 2018. A piece of rail 14 feet and 11 inches in length, manufactured in 1953 by Algoma Steel, was installed that day; it extended from the rail installed on 16 November 2018 northward to the PIJ. The PIJ was disassembled and then reassembled.
1.9 Rail replacement procedures
When CWR is damaged and in need of replacement, the defective section of rail is typically cut out and a replacement rail is installed. Replacement rail is normally sourced from suitable rail that had been previously removed from service. When rail is removed from service, it is visually inspected, ultrasonically tested, measured for head wear and flange wear, and then stacked on a rail rack to await installation.
When choosing a replacement rail, one of the key factors in determining a rail’s suitability is whether it has comparable wear (head and gauge) to the parent/adjoining rail. If the replacement rail does not have comparable wear, the rail head and/or gauge side must be ground by hand so that the replacement rail ends match the parent/adjoining rail ends.
The replacement rail used for the November 2018 repairs in the vicinity of the Highway 11 crossing had been sourced from Saskatoon. This rail had been removed from a VIA Rail Canada Inc. Coach YardFootnote 17 track in 2016.
1.10 Track modulus
Track modulus, or modulus of elasticity, is a measure of the vertical track support stiffness of the track structure. Track modulus is a composite value for the individual stiffness values of the rail, fastenings, ties, tie pads, plates, ballast, subballast, and subgrade. Track modulus is also influenced by the presence of joints, quality and depth of the ballast and subballast, subgrade soil and moisture conditions, tightness of tamping, and tie spacing. The track at bridges, tunnels, crossings, and turnouts will typically have a higher track modulus (higher stiffness) compared to the adjacent track.
By design, the track through each of the Highway 11 roadway crossings would have had a higher track modulus than the track through the median and the track adjacent to the crossing. This would also have been the case during winter months, when the subgrade under the roadway solidifies further due to cold temperatures. As trains travel from the stiffer roadway surface onto the adjacent track, greater bending forces would be introduced into the rail due to the differing track modulus. The presence of 2 adjacent short-length plug rails (17 feet 11 inches long and 14 feet 11 inches long) in an area where the track modulus varies greatly between the 2 grade crossings can lead to more rapid deterioration of the track structure when subjected to loading.
1.11 Track surface maintenance in the vicinity of the Highway 11 crossing
Track surface maintenance (surfacing) returns the track alignment and track profile to its intended design. Various rail-bound tamper/liner machines are used to mechanically lift track ties and tamp ballast underneath to establish or restore track surface and alignment and to improve track stability. The tamper/liner machines tend to work more effectively on long sections of track, uninterrupted by crossings, switches, and bridges.
In the vicinity of the Highway 11 roadway crossings, track surface maintenance was required from time to time. Arranging for the surfacing of the track over these crossings using the large rail-bound tamping machines was onerous, as it required a coordination of efforts between the road authorities, who had to control vehicular traffic over the crossings, and the railway. In addition, the use of these surfacing machines had to be coordinated within the CN engineering group, as the machines were a shared resource. As a result, engineering projects requiring surfacing machines were typically prioritized and scheduled according to machine availability.
Hand-operated portable gas-driven and hydraulic tamping machines—a good alternative to the large rail-bound tamping machines—were used when working in the vicinity of the Highway 11 crossing. While these tamping tools provided good tamping effort of individual ties (mud spots), they did not restore the track’s design profile. The surfacing is accomplished by “eye” and a level board instead of by a computerized surfacing machine that measures existing track geometry before lifting and lining the track to design alignment and profile.
1.12 CN compliance with the Track Safety Rules
The Railway Safety Management System Regulations, 2015 establish the minimum requirements for the safety management system (SMS) that a company must develop and implement to achieve the highest level of safety in its railway operations. These regulations apply to all federally regulated railway companies.
The regulations require railway companies to develop and implement an SMS that includes a process for ensuring compliance with “regulations, rules and other instruments,” as well as develop and implement a risk assessment process.Footnote 18
The regulations also require the railway companies’ SMS to include a procedure for
- verifying compliance with
- the requirements of the regulations, engineering standards, rules, and notices and documents containing an order […]Footnote 19
Included in this list are the TSR.
CN has developed an SMS that includes a procedure for reviewing, updating, and verifying compliance with “instruments relating to railway safety.” In the procedure, CN Regulatory Affairs is to maintain a list of instruments—which includes, among other instruments, TC-approved rules and regulations—and update it annually. CN Regulatory Affairs would inform affected locations or functions of any new or revised instrument and would provide them with a copy. The location or function would then make any required revisions to its policies, procedures, training materials, and manuals and ensure that its employees are informed of the changes and receive any necessary training. The location or function would also develop a means to verify employee compliance.
To ensure that the TSR are complied with regarding the frequency of track inspection with an electronic geometry car, traffic over subdivisions is reviewed annually and CN’s SAP system is updated with the forecasted traffic volume for the coming year. CN’s track inspection system then uses this information to generate inspection frequencies.
With an average of 14.7 MGT on the Warman Subdivision in 2016, the 2017 inspection frequency was set at 1 per year. In 2017, there was an unexpected increase in traffic attributable to detoured trains and an unanticipated increase in grain car volumes. This increased the traffic on the Warman Subdivision to in excess of 15 MGT. As this increase in traffic was not deemed to be permanent, the frequency of geometry car inspections remained at 1 per year for 2018. In 2018, the traffic volume was again greater than 15 MGT. In 2019, the frequency of geometry car inspections was increased to 2 per year.
1.13 TSB laboratory reports
The TSB completed the following laboratory reports in support of this investigation:
- LP017/2019 – Locomotive Digital Video Recorder Analysis
- LP081/2019 – Rail Material Analysis
2.0 Analysis
The actions of the train crew were not considered contributory to the accident. The analysis will focus on the broken rail at the damaged joint and the maintenance of the track.
2.1 The accident
Analysis of the forward-facing video recorded from the lead locomotive concluded that the rail head within an insulated joint, located in the east rail of the track that traversed the median of the Highway 11 crossing, was missing; it had likely been broken and expelled under a previous train, before the arrival of Canadian National Railway Company (CN) freight train G86742-21. As the head-end portion of the train travelled over the gap in the east rail caused by the missing rail head, wheel impacts further damaged the rail until it eventually failed under the 27th car and resulted in the derailment of 29 cars and 1 locomotive.
The broken rail that failed within the south portion of the insulated joint likely had a fracture that initiated at a bolt hole crack.The most recent rail flaw inspection, conducted less than 1 month before the accident, did not identify any internal defects within the rail in the vicinity of the crossing. Less than 1 month after the most recent rail flaw inspection, the fracture had grown from a size that was not detected during ultrasonic inspections to a size that was sufficiently large to lead to a rail failure.
The rail extending to the south of the joint had been manufactured in 1953. Rail of this vintage was typically manufactured with much coarser microstructures, as compared to rail today. Therefore, older rail has a lower fracture toughness and a lower tolerance to withstand the initiation and propagation of internal cracking.
The damaged joint was located between the 2 roadways of Highway 11 in a section of track that had required a number of rail replacement and surfacing work projects in recent years. While spot surfacing work using hand-operated tamping machines was sometimes performed, the design profile through the crossings would have been difficult to restore without a rail-bound tamper/liner machine. Just over 6 months before the occurrence, a heavy geometry car inspection had revealed 5 priority surface and cross-level defects, indicating that the surface of the track was deteriorating. At the time of the occurrence, the track was likely in worse condition.
As trains travelled from the better-supported track through the highway crossings onto the less stiff track between the roadways, track cross-level and surface alignment progressively deteriorated, increasing the deflection of the rail. When subjected to loading due to the passage of trains, the presence of 2 adjacent, relatively short-length plug rails measuring 17 feet 7 inches long and 14 feet 11 inches long respectively—in an area where the track modulus varied greatly between the 2 grade crossings—likely contributed to the deterioration of the track.
Train traffic over the Warman Subdivision had grown in recent years, increasing the frequency of the wheel loading on the track and the deflection of the rail. Although the rail (manufactured in 1953) in the joint had been present in the track for only 2 months, and had been tested for internal defects before installation, it could not resist the development of a bolt hole crack and its quick propagation to the rail head, which resulted in a broken rail.
2.2 Use of older rail to replace rail with defects
When replacing rail with defects, it is common practice in the railway industry to use older rail that has been removed from service. Before doing so, railways ensure that the rail is appropriate for the track in which it is to be installed, and that it is free from internal defects. After such rail has been installed into the track, internal rail flaw inspections are conducted periodically.
Rail manufacturing processes have improved over the years. Currently, as rail is manufactured with finer microstructures, its fracture toughness is improved. This allows it to better resist the initiation and propagation of fractures.
In this occurrence, an older rail had been installed in the track in the vicinity of the Highway 11 crossing. At this location, the rail was subject to frequent higher bending forces due to the differing track modulus. As a result, less than 2 months after the older rail had been installed, a head-web separation occurred in the rail. If rail manufactured with lower fracture toughness is installed in sections of track that are subject to frequent instances of deflection, there is a risk that rail defects will develop and progress to failure faster than the rail flaw inspection regime can detect them.
2.3 Regulatory requirements for track inspections
The Transport Canada (TC)–approved Rules Respecting Track Safety, also known as the Track Safety Rules (TSR), stipulate that Class 3 track with more than 15 million gross tons (MGT) of annual tonnage, as the Warman Subdivision had, must be inspected by a heavy geometry inspection vehicle at least twice annually.Footnote 20 The traffic in the Warman Subdivision had been increasing over the previous 6 years; 2017 was the 1st year that tonnage had exceeded 15 MGT. Despite the increase in traffic volume, which exceeded 15 MGT, a 2nd annual heavy geometry car inspection did not occur in the 2nd half of 2017 or in the 1st half of 2018, as the TSR require.
Had the additional track inspections been undertaken as the TSR require, the track in the vicinity of the Highway 11 crossing could potentially have been identified as a location with significant track deterioration, requiring further track surface maintenance.
As is common practice throughout the railway industry, CN reviews its regulatory requirements for track inspections by a heavy geometry inspection vehicle once per year. It does so by reviewing the annual traffic volume over each subdivision for the previous year(s) and forecasting the traffic volume for the coming year. The inspection frequencies are then reset based on the forecasted traffic volumes. If in-year rail traffic volumes increase beyond the regulatory threshold and if the frequency of heavy geometry car inspections is established only during the subsequent annual traffic volume review, developing safety defects in track may not be detected, increasing the risk of failure and accidents.
2.4 Track maintenance records
CN uses its track information system (TIS) to record and manage its maintenance activities. To correlate the data records to the location of the track work, the system uses both mileage points and GPS (global positioning system) coordinates. The mileage points are recorded to the 100th of a mile, giving it a resolution of ±52.8 feet. The GPS coordinates have a greater resolution, as they are accurate to ±20 feet. However, if several joints or short plug rails have been installed close together, it may not be easy to differentiate between them within the railway’s TIS. As a result, based only on CN’s TIS work records, with numerous work projects over the past 5 years in the relatively short track section in the median between the northbound lanes and southbound lanes of Highway 11, it would have been difficult to identify the work performed on an individual joint and/or plug rail. Although CN’s TIS is a useful tool for recording track maintenance information, it did not provide sufficient resolution to assess the work conducted at individual joints and short plug rails that were installed close together.
3.0 Findings
3.1 Findings as to causes and contributing factors
These are conditions, acts or safety deficiencies that were found to have caused or contributed to this occurrence.
- The rail head within an insulated joint, located in the east rail of the track that traversed the median of the Highway 11 crossing, was missing; it had likely been broken and expelled under a previous train, before the arrival of Canadian National Railway Company freight train G86742-21.
- As the head-end portion of the train travelled over the gap in the east rail caused by the missing rail head, wheel impacts further damaged the rail until it eventually failed under the 27th car and resulted in the derailment of 30 rolling stock.
- The broken rail that failed within the south portion of the insulated joint likely initiated at a bolt hole crack.
- Less than 1 month after the most recent rail flaw inspection, the fracture had grown from a size that was not detected during ultrasonic inspections to a size that was sufficiently large to lead to a rail failure.
- As trains travelled from the better-supported track through the highway crossings onto the less stiff track between the roadways, track cross-level and surface alignment progressively deteriorated, increasing the deflection of the rail.
- When subjected to loading due to the passage of trains, the presence of 2 adjacent relatively short-length plug rails measuring 17 feet 7 inches long and 14 feet 11 inches long respectively—in an area where the track modulus varied greatly between the 2 grade crossings—likely contributed to the deterioration of the track.
- Although the rail (manufactured in 1953) in the joint had been present in the track for only 2 months, and had been tested for internal defects before installation, it could not resist the development of a bolt hole crack and its quick propagation to the rail head, which resulted in a broken rail.
3.2 Findings as to risk
These are conditions, unsafe acts or safety deficiencies that were found not to be a factor in this occurrence but could have adverse consequences in future occurrences.
- If rail manufactured with lower fracture toughness is installed in sections of track that are subject to frequent instances of deflection, there is a risk that rail defects will develop and progress to failure faster than the rail flaw inspection regime can detect them.
- If in-year rail traffic volumes increase beyond the regulatory threshold and if the frequency of heavy geometry car inspections is established only during the subsequent annual traffic volume review, developing safety defects in track may not be detected, increasing the risk of failure and accidents.
3.3 Other findings
These items could enhance safety, resolve an issue of controversy, or provide a data point for future safety studies.
- Although the Canadian National Railway Company’s track information system is a useful tool for recording track maintenance information, it did not provide sufficient resolution to assess the work conducted at individual joints and short plug rails that were installed close together.
4.0 Safety action
4.1 Safety action taken
The Board is not aware of any safety action taken following this occurrence.
This report concludes the Transportation Safety Board of Canada’s investigation into this occurrence. The Board authorized the release of this report on . It was officially released on