Place du Centre
200 Promenade du Portage, 4th floor
Gatineau QC K1A 1K8
11 September 2020
Letter addressed to:
Director General, Rail Safety
Transport Canada
14th floor, Enterprise Building
427 Laurier Avenue
Ottawa, ON K1A 0N5
Associate Administrator for Railroad Safety
Chief Safety Officer
Federal Railroad Administration (FRA)
West Building W35-328
1200 New Jersey Avenue SE
Washington, DC 20590
Re :
Rail Safety Advisory 617-07/20
Structural issues on bathtub gondola cars built by Berwick Forge & Fabricating Corporation
On 28 June 2019, westbound Canadian National Railway (CN) freight train M38331-27 (the train) was a key train operating on the CN Strathroy Subdivision, which is a key route. The train consisted of 2 head-end locomotives, 1 mid-train distributed power (DP) remote locomotive (situated between line 81Footnote 1 and line 82) and a total of 140 cars, including 125 loaded cars, 12 empty cars, and 3 residue cars. The train was 9541 feet long and weighed 15 674 tons. It contained a block of lighter, loaded, autorack cars equipped with long-travel end-of-car cushioning devices (EOCCDs) located ahead of and behind the DP remote locomotive (line 70 to line 97) followed by primarily heavily loaded cars on the tail end (line 98 to line 140).
At about 0402 Eastern Daylight Time (EDT), the train, operated by a 3-person crew (i.e., locomotive engineer, conductor and brakeman) departed from Sarnia, Ontario, en route to Port Huron, Michigan. The train proceeded through CN’s Paul M. Tellier Tunnel (the tunnel) under the St. Clair River, which connects Sarnia to Port Huron and traverses the international border between Canada and the United States at Mile 60.63 of the CN Strathroy Subdivision. The track alignment on the approach and through the tunnel is mostly tangent Class 4 single main track. The track has an approximate 2.00% descending grade from Mile 59.32 to near the international border (Mile 60.63), where it levels out slightly, followed by an ascending grade of up to 2.10% to just past the west end of the Strathroy Subdivision (Mile 61.7) in Port Huron.
At about 0420 EDT, while travelling at 44 mph in the tunnel, a train-initiated emergency brake application occurred while the head-end locomotive was at Mile 61.19. Subsequent examination determined that a total of 46 rolling stock between lines 51 and 98 had derailed and came to rest on both sides of the international border, inside the tunnel. The derailed cars included dangerous goods (DG) tank car UTLX 95205 (line 68), which was loaded with sulphuric acid (UN 1830, Class 8, PG II). During the derailment, this tank car was breached and released most of its load in the tunnel (about 12 000 U.S. gallons).
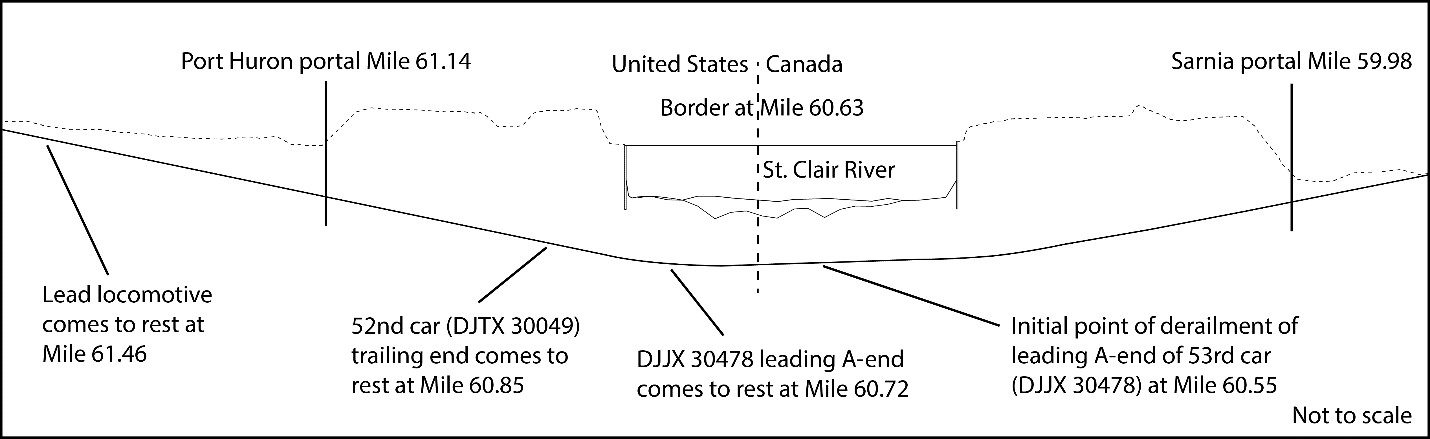
The head end of the train came to rest outside the tunnel at Mile 61.46, west of the tunnel portal in Port Huron. The trailing end of the 51st car, flat-bottomed gondola DJJX 19371 loaded with scrap steel, and all wheels of the 52nd car, flat-bottomed gondola DJTX 30049 loaded with scrap steel, were derailed. There was no visible impact damage on the trailing end of DJTX 30049, which had come to rest at Mile 60.85. Behind (east of) DJTX 30049, the south rail had rolled and there was a separation of 696 feet leading up to the leading A-end of the 53rd car, bathtub gondola DJJX 30478 loaded with scrap steel, at Mile 60.72 (Figure 1). The adjacent tunnel reinforcement walls showed no visible signs of impact and there were no obvious track defects.
The A-end of DJJX 30478 (line 53) was extensively damaged and appeared to have collapsed. The truck had skewed diagonally and the south rail had rolled to the south side of the tunnel. DJJX 30478 was likely the first car to derail as the A-end of the car sustained structural failure when subjected to elevated in-train buff (compressive) forces while travelling within the tunnel. At the time of the accident, DJJX 30478 also exhibited a number of pre-existing defects that may have contributed to its reduced structural integrity.Footnote 2
Train operations have changed significantly in recent years. The widespread use of DP remote locomotives has facilitated the operation of longer and heavier trains. Before the mid-1990s, an average mixed merchandise train in main-track service was about 5000 feet long and weighed 6000 to 7000 tons. In contrast, trains in today’s operating environment are often over 12 000 feet long and weigh sometimes as much as 18 000 tons or more. With the increase in average train length and weight, there have been increases in the associated in-train forces. If in-train forces are not appropriately managed, longer trains can sometimes generate significant, elevated, longitudinal draft (tension)/buff (compression) forces due to the slack action of the train.
To determine the magnitude of the longitudinal buff forces acting on the leading A-end of DJJX 30478, the TSB laboratory conducted a train dynamic simulation using the Train Energy Dynamic Simulation (TEDS) software. For the occurrence train, the predicted longitudinal buff force occurring at the leading A-end of car DJJX 30478 (line 53) at the moment of derailment was about 388 kips.Footnote 3 To minimize such elevated draft/buff forces, some railways strategically place freight cars and DP remote locomotives in a train (train marshalling) in an effort to maintain draft/buff forces below 200 kips for optimal in-train forces.
Following the accident, the head end of the train that had not derailed was inspected and 5 similar bathtub gondola cars equipped with stub sills were identified. The 5 cars and the wreckage from car DJJX 30478 were visually examined (Appendix A). Following examination, 3 of the 5 head-end cars were selected for compressive end load testing and sent to the National Research Council Canada (NRC) in Ottawa, Ontario. Wreckage from DJJX 30478 was sent to the TSB laboratory in Ottawa for detailed examination and analysis.
The 3 cars selected for compressive end load testing were DJJX 950782 (line 1), DJJX 30156 (Line 13) and DJJX 950965 (line 50). Two of these 3 cars selected were identified as “Coalveyors” manufactured in 1980 by ACF Industries (lines 1 and 50). The remaining car, DJJX 30156 (line 13), and failed car DJJX 30478 (line 53) were both manufactured in 1978 by Berwick Forge & Fabricating Corporation (Berwick Forge), which is no longer in business.
The various structural components of bathtub gondola cars are specifically designed to support and distribute the longitudinal and vertical forces of the load, as well as the draft and buff forces transmitted from the cars ahead of and behind a car when assembled in a train. When these types of cars in particular are equipped with stub sills, the shear plates on each end play a critical role and receive high loads when subjected to buff or draft end loading.
The Association of American Railroads (AAR) Manual of Standards and Recommended Practices (MSRP), Specification M-1001, sets forth the minimum requirements for the design and construction of new freight cars for use in Canada and the United States. Freight cars constructed after 01 July 1974 are qualified for 50 years of service without any need for re-qualification provided they meet AAR design criteria, which include compressive end load testing.Footnote 4
Since the cars were qualified for 50 years of service, as a qualitative test, the TSB contracted NRC to perform compressive end load testing. The testing assessed the ability of these 3 bathtub gondola cars to withstand the required longitudinal compressive static load in their current worn state after 40 years of service. The test requires that a horizontal compressive static load of 1 000 000 pounds-force (lbf) be applied at the centreline of the draft system and held for a minimum of 60 seconds before releasing the pressure. This procedure must be completed 3 consecutive times without any structural failure in order for a car to pass the test.
The 2 cars built by ACF Industries (lines 1 and 50) each survived 3 consecutive applications of 1 000 000 lbf. However, DJJX 30156 (Berwick Forge) experienced structural failure at about 628 000 lbf during the first force application and the test could not be repeated. The force displacement graph for the test exhibited a change in slope at about 450 000 lbf, which indicates that DJJX 30156 was behaving non-elastically prior to failure. The 2 bathtub gondola cars manufactured by Berwick Forge, DJJX 30478 that failed in the tunnel and DJJX 30156 that failed the compressive end load testing, each sustained structural failure in a similar area of the ALFootnote 5 end of each car (Figures 2 and 3).


Shear plate examination and thickness measurementsFootnote 6 for DJJX 30478, DJJX 30156 and DJJX 950782 revealed the following:
- DJJX 30478 (Berwick Forge) – Original shear plate thickness was 0.31 inch (5/16 inch).
- The AL end of the car collapsed within the tunnel.
- Both the A-end and B-end shear plates had deteriorated due to corrosion. Holes had corroded through the shear plates in both the AR and BR locations.
- The average thickness of the A-end shear plate, measured between the car body bolster and the A-end wall of the tub, was 0.205 inch. However, the material thickness had been reduced to 0.118 inch at the thinnest location, which represented a 62% reduction of the original material thickness.
- The average thickness of the B-end shear plate, measured between the car body bolster and the B-end wall of the tub, was 0.184 inch. However, the material thickness had been reduced to 0.070inch at the thinnest location, which represented a 77% reduction of the original material thickness.
- DJJX 30156 (Berwick Forge) – Original shear plate thickness was 0.31 inch (5/16 inch).
- The car failed compressive end load testing at NRC on 02 March 2020 when the shear plates buckled at the AL, AR and BR locations.
- Both the A-end and B-end shear plates had deteriorated due to corrosion.
- The average thickness of the A-end shear plate, measured between the car body bolster and the A-end wall of the tub, was 0.241 inch. However, the material thickness had been reduced to 0.162 inch at the thinnest location, which represented a 48% reduction of the original material thickness.
- The average thickness of the B-end shear plate, measured between the car body bolster and the B-end wall of the tub, was 0.259 inch. However, the material thickness had been reduced to 0.209 inch at the thinnest location, which represented a 33% reduction of the original material thickness.
- DJJX 950782 (ACF Industries - Coalveyor) – Original shear plate thickness was 0.44 inch (7/16 inch).
- The shear plates had an average thickness of 0.39 inch, just slightly thinner than the original thickness.
The David J. Joseph Company Rail Equipment Group (DJJ) owns 692 bathtub gondola cars built by Berwick Forge. Anecdotally, it is estimated that there could be a total of up to 2500 such cars remaining in service in North America. However, the precise number of cars remaining cannot be determined due to limitations within the Universal Machine Language Equipment Register (UMLER). Since UMLER does not always identify car manufacturers, car built dates or the type of car body centre sill (i.e., full or stub), searching for specific rolling stock can be problematic.
The consequences of a freight car sustaining structural failure during train operations can be significant. Given the observations to date, it is likely that the deterioration of the Berwick Forge built bathtub gondola car shear plates due to corrosion significantly reduced the buff force load capacity of these cars. Although the cars were qualified by the AAR for 50 years of service from the time of construction (1978), the thinner original shear plate material and the deterioration observed in critical areas of the shear plates made these cars susceptible to structural failure before they reached the end of their estimated service life.
In order to reduce risk to the public, property and the environment, industry regulators may wish to ensure that all bathtub gondola cars built by Berwick Forge, that operate in North America, are identified, located and examined to ensure continued safe railway operations.
The TSB would appreciate being advised of Transport Canada’s position on this issue, and what action, if any, will be taken in this regard.
Yours sincerely,
Original signed by
Paul Treboutat
Director,
Investigations, Rail/Pipeline
CC.
- Assistant Vice President, Safety
Canadian National Railway - Senior Counsel, Regulatory Affairs
Canadian National Railway - Assistant Vice President, Technical Services
Association of American Railroads - Director, Regulatory Affairs
Railway Association of Canada - Assistant Vice President, Safety and Sustainability
Canadian Pacific Railway - General Manager – Mechanical Services
The David J. Joseph Company – Rail Equipment Group
Appendix A – Bathtub Gondola Cars Examined from Head End of Train
| Line | Car # | Car type | Equip Code | Built by – manufacturer | Built date | Sill type | Gross rail load | Tare weight (lb) |
|---|---|---|---|---|---|---|---|---|
| 1 | DJJX 950782 | Bathtub gondola - GT | J312 | ACFX - ACF Industries | Oct-80 | Stub | 263 000 | 52 900 |
| 13 | DJJX 30156* | Bathtub gondola - GTS | E106 | BERW - Berwick Forge | Mar-78 | Stub | 263 000 | 52 900 |
| 47 | DJJX 1576 | Bathtub gondola - GT | J302 | ACFX - ACF Industries | May-81 | Stub | 263 000 | 52 700 |
| 48 | DJJX 882062 | Bathtub gondola - GT | J302 | ACFX - ACF Industries | May-81 | Stub | 263 000 | 54 200 |
| 50 | DJJX 950965 | Bathtub gondola - GT | J312 | ACFX - ACF Industries | Dec-80 | Stub | 263 000 | 52 900 |
| 53 | DJJX 30478 | Bathtub gondola - GTS | E106 | BERW - Berwick Forge | Nov-78 | Stub | 263 000 | 52 900 |
Background information
Occurrence No.
- R19T0107