Rupture d'un wagon-citerne
Canadien National
Train numéro M-310-21-24
Point milliaire 10,0, subdivision Diamond
Carrier (Québec)
Le Bureau de la sécurité des transports du Canada (BST) a enquêté sur cet événement dans le but de promouvoir la sécurité des transports. Le Bureau n’est pas habilité à attribuer ni à déterminer les responsabilités civiles ou pénales. Le présent rapport n’est pas créé pour être utilisé dans le contexte d’une procédure judiciaire, disciplinaire ou autre. Voir Propriété et utilisation du contenu. Les pronoms et les titres de poste masculins peuvent être utilisés pour désigner tous les genres afin de respecter la Loi sur le Bureau canadien d’enquête sur les accidents de transport et de la sécurité des transports (L.C. 1989, ch. 3).
Résumé
Le 24 novembre 1997, à 15 h 5, heure normale de l'Est, les freins d'urgence du train no M-310-21-24 du Canadien National qui roulait vers l'est se sont déclenchés au point milliaire 10,0 de la subdivision Diamond, à Carrier (Québec). Le wagon UTLX 15076, un wagon-citerne de catégorie 111A chargé d'acide sulfurique, s'était brisé en deux. Tout le contenu du wagon s'est déversé dans le fossé de la plate-forme de la voie. Le produit répandu a été soit ramassé, soit neutralisé.
Le Bureau a déterminé que le wagon-citerne a été construit avec un écart et sans soudure bout à bout dans le point de fixation entre la plaque de renfort et l'orifice de vidange, contrairement aux plans de conception approuvés, et que le wagon s'est rompu dans des conditions normales d'exploitation à l'endroit où une fissure existait déjà. L'essai hydrostatique récent n'avait permis de relever aucun affaiblissement et a d'ailleurs pu causer un agrandissement de la fissure qui existait déjà.
This report is also available in English.
1.0 Renseignements de base
1.1 L'incident
Vers 15 h 5, heure normale de l'Est (HNE) Note de bas de page 1, le train no M-310-21-24 (train 310) est arrêté au signal 92 de commande centralisée de la circulation (CCC), à l'extrémité ouest de la voie d'évitement située à Carrier (Québec), point milliaire 10,0 de la subdivision Diamond. Après avoir reçu un signal indiquant d'avancer, le mécanicien met le train en route vers l'est, mais un freinage d'urgence provenant de la conduite générale immobilise le mouvement.
Après avoir pris les mesures d'urgence voulues, l'équipe détermine que le 26e wagon, le wagon-citerne UTLX 15076, chargé d'acide sulfurique, s'est brisé en deux et a causé la rupture et la perte de la pression dans la conduite générale, d'où le freinage d'urgence.
1.2 Renseignements sur le train
Le train avait un groupe de traction constitué des locomotives CN 9661, CR 6657 et CN 9623, et comptait 43 wagons chargés et 42 wagons vides. Il mesurait environ 5 847 pieds et pesait quelque 5 725 tonnes. Avant que le train quitte le triage Joffre, point milliaire 15,3, le personnel responsable du matériel roulant du Canadien National (CN) a procédé à une inspection et à des essais de freins sur une rame de sept wagons prélevés par le train, qui comprenait le wagon UTLX 15076. Aucune irrégularité n'a été relevée à ce moment.
1.3 Méthode de contrôle du mouvement des trains
Dans le secteur, le mouvement des trains est régi par CCC en vertu du Règlement d'exploitation ferroviaire du Canada, et est surveillé par un contrôleur de la circulation ferroviaire posté à Montréal (Québec).
1.4 Renseignements sur le personnel
L'équipe était composée d'un mécanicien et d'un chef de train, qui prenaient tous deux place dans la cabine de la locomotive de tête. Ils répondaient tous deux aux exigences de leurs postes respectifs et satisfaisaient aux exigences en matière de repos et de condition physique.
1.5 Particularités de la voie
La subdivision, dont la voie principale est simple, couvre une distance de 16,8 milles entre Saint-Charles (Québec) et Joffre (Québec). La vitesse maximale autorisée dans la subdivision est de 50 mi/h pour les trains de marchandises.
L'incident s'est produit sur un tronçon en alignement où la voie gravit une pente de 0,2 p. 100.
La voie était faite de rails éclissés de 132 livres, lesquels ont été fabriqués en 1977 et ont été posés en 1978 sur des selles de rail de 14 pouces à double épaulement. Les traverses, posées à raison de 3 100 traverses par mille de voie, reposaient sur un ballast de pierre concassée de 1 pouce 1/2 à 3 pouces d'épaisseur et avaient un taux de traverses défectueuses de 1 sur 25.
La dernière inspection de la voie remontait au 24 novembre 1997 et avait été effectuée par un superviseur de la voie adjoint. Aucune irrégularité n'avait été relevée lors de l'inspection.
1.6 Renseignements sur les lieux de l'événement
1.6.1 Généralités
L'incident s'est produit dans un secteur où l'on trouve des terres agricoles planes. Des fossés de 1,3 m longeaient la voie principale de part et d'autre. Les habitations les plus rapprochées étaient à environ 0,5 km au sud-est. Il y avait un passage à niveau public à environ 0,75 km en direction est. Il a fallu aménager une route d'accès temporaire traversant le fossé sud et passant sur les terres agricoles voisines pour faire passer le matériel lourd et les camions dont on avait besoin sur les lieux.
1.6.2 Wagon UTLX 15076
Quand le wagon UTLX 15076 s'est immobilisé, le dessous de sa citerne se trouvait à environ 0,3 m au-dessus de la plate-forme de la voie et semblait être retenu par la timonerie des freins. La citerne a subi une rupture circonférentielle en son milieu. On a relevé un écart d'environ 1 m entre les moitiés de la citerne et le fond. Le wagon était intact dans le secteur du trou d'homme.
1.7 Conditions météorologiques
Le ciel était couvert et la visibilité était illimitée. La température était de moins 14 °C et les vents soufflaient de l'ouest à 19 km/h.
1.8 Renseignements sur le wagon-citerne
Le wagon-citerne a été construit en mars 1984 pour la Union Tank Car Company d'East Chicago, Indiana, par la Riley-Beaird, de Shreveport, en Louisiane. La Riley-Beaird est maintenant fermée. Aucune documentation de la Riley-Beaird n'est disponible au sujet de la construction du wagon UTLX 15076.
Le wagon-citerne a été conçu d'après la spécification DOT 111A 100W-2 (111A) du Department of Transportation (DOT) des États-Unis. Les plans ont été approuvés par l'Association of American Railroads (AAR) en vertu de la demande A-857031. Les wagons-citernes répondant à la spécification 111A sont des wagons-citernes sans pression. Le wagon était équipé d'attelages à double plateau, n'était pas chemisé et avait à l'intérieur de sa citerne une couche protectrice dont la présence est nécessaire pour le transport d'acide. On a construit 56 wagons en vertu de ce certificat, du UTLX 15060 jusqu'au UTLX 15115 inclusivement.
Le wagon-citerne a dû faire l'objet d'une inspection rigoureuse avant sa livraison. L'équipe d'inspection a dû inclure un représentant de la United Tank Car Company, chargé de faire des inspections ponctuelles du travail de la Riley-Beaird. On a dû remplir un document de « libération à la sortie », lequel a été conservé par la Riley-Beaird. Le représentant de la Union Tank Car Company est maintenant à la retraite et n'a pas pu faire part de ses commentaires.
Les dossiers de réparation montrent que le wagon-citerne n'a fait l'objet que de réparations mineures depuis sa mise en service.
1.9 Marchandises dangereuses
1.9.1 Le produit
Le wagon-citerne était chargé de 51 326 litres (13 559 gallons) d'acide sulfurique, numéro UN 1830, en l'occurrence un liquide corrosif de classe 8 et de classe secondaire 9.2, qui pose un danger pour l'environnement. Il est pur de 93 p. 100 à 98 p. 100 en poids mélangé à l'eau. L'acide sulfurique peut réagir violemment avec les agents réducteurs, les matières combustibles ou organiques, les métaux et les alcalis. Il peut enflammer certains matériaux combustibles. La réaction de l'acide sulfurique avec des métaux peut causer la libération d'hydrogène, un gaz ayant des propriétés explosives dont la réaction avec des sulfures peut causer la libération d'un gaz très toxique, l'hydrogène sulfuré. L'acide sulfurique est dangereux pour l'environnement et est dangereux pour les poumons et les voies respiratoires, les yeux, la peau et les dents.
1.9.2 Confinement
Le CN a immédiatement établi un centre de commandement sur place et a contrôlé l'accès aux lieux de l'accident pendant tout le temps où il y a eu un risque pour l'environnement. On a fait venir du matériel lourd pour construire un muret de rétention destiné à contenir l'acide sulfurique déversé dans le fossé. Des camions à réservoir aspirateur ont recueilli le produit dans le fossé, et d'autres camions ont épandu de grandes quantités de chaux et d'engrais destinés à neutraliser la contamination. Environnement Canada est aussi intervenu après l'accident. On a foré plusieurs puits d'inspection isolés afin de vérifier et de surveiller le niveau d'acidité des eaux souterraines. L'acide n'a pas contaminé la nappe phréatique; il a été soit récupéré, soit neutralisé.
1.10 Renseignements consignés
Les données du consignateur d'événements ont indiqué qu'avant le freinage d'urgence, le train avait été à l'arrêt pendant 10 minutes. Vers 15 h 10, les freins du train ont été desserrés et la manette des gaz a été placée à la position no 2. La vitesse du train a atteint 3 mi/h, après quoi le freinage d'urgence en provenance de la conduite générale s'est déclenché. Le train a roulé 30 secondes avant de s'immobiliser.
1.11 Autres renseignements
1.11.1 Exigences concernant la construction des wagons
Au moment de l'événement, les wagons-citernes affectés au transport de marchandises dangereuses au Canada devaient être conformes aux exigences de la norme CAN/CGSB-43.147 de l'Office des normes générales du Canada (ONGC), laquelle renvoie aussi au document de l'AAR intitulé Specifications for Tank Cars M-1002, publié par le service de l'exploitation et de l'entretien, division de la mécanique, de l'AAR. Ces spécifications (M-1002) traitent de la conception, des matériaux, du soudage, des réparations, des modifications, des vêtements intérieurs, des essais et du marquage des wagons. La garde de ces spécifications est assurée par le comité des wagons-citernes, division de la mécanique, de l'AAR.
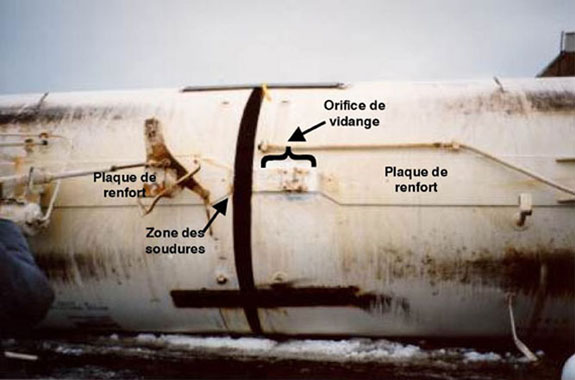
Conformément aux plans approuvés, les plaques de renfort sont aboutées à l'orifice de vidange, et ces pièces sont fixées l'une à l'autre par une soudure bout à bout. La norme de l'ONGC précise que chaque joint doit être soudé conformément aux exigences de l'appendice W des Specifications for Tank Cars de l'AAR. Le diagramme de construction ne spécifiait pas si une tolérance était permise dans l'ajustement des pièces contre l'orifice de vidange.
1.11.2 Inspections et essais périodiques
La norme CAN/CGSB expose la méthode d'exécution des essais hydrostatiques (section 73.31 de la partie 1 - Qualification et entretien des wagons-citernes, section (a) Réépreuves et inspection périodiques des wagons-citernes autres que les citernes de wagon-citerne à élément simple). Dans le Manual of Standards and Recommended Practices de l'AAR, à l'appendice D, portant sur les exigences relatives aux réépreuves et aux nouvelles inspections, on décrit la façon de procéder aux essais hydrostatiques des citernes et on indique les intervalles auxquels ces inspections devraient avoir lieu. Les exigences des normes de l'ONGC et de l'AAR sont identiques pour ce qui est de la façon de procéder et des intervalles.
Conformément aux exigences de l'ONGC et de l'AAR, le wagon-citerne UTLX 15076 devait faire l'objet d'un essai hydrostatique cinq ans après la date de la fabrication du wagon, ainsi que tous les trois ans par la suite. L'essai de la citerne qui était prévu après cinq ans a été effectué en 1989, et les essais triennaux ont été menés en 1991 et en 1994. L'essai triennal suivant de la citerne du wagon était prévu pour la fin de 1997.
Le 20 octobre 1997, la Noranda Inc., locataire du wagon et expéditeur, a fait entrer le wagon à l'atelier de la Procor, à Montréal, pour l'essai de la citerne. Pour les wagons affectés au transport d'acide, les essais hydrostatiques exigent qu'on remplace les soupapes de sécurité et les disques de rupture par des brides pleines ou des plaques et qu'on emplisse la citerne d'eau; on applique ensuite une pression de 100 livres au pouce carré (lb/po²) à la citerne pendant 10 minutes tandis qu'on inspecte le wagon pour en déterminer l'étanchéité. L'inspection du wagon UTLX 15076 n'a révélé aucune fuite.
Le wagon a aussi fait l'objet d'une inspection mécanique exhaustive. Le personnel a fait des réparations mineures à un rivet lâche du marchepied de sécurité, à un support de levier de dételage et à un levier de dételage, et a fait des soudures de réparation à l'échelle centrale et au point de jonction entre la longrine et la caisse. Une inspection interne de la citerne a révélé la présence de résidus de rouille autour du col et de la monture du siphon. L'examen extérieur de la citerne a révélé que l'état de la peinture était acceptable et que les marques de produit étaient probablement dues à des déversements survenus lors d'opérations antérieures de chargement et de déchargement. Le wagon a été remis en service le 12 novembre 1997.
Après avoir quitté l'atelier de la Procor, le wagon a été transporté jusqu'aux installations d'expédition de Québec de la Noranda Inc., où il a été inspecté avant de recevoir son chargement le 17 novembre 1997. L'inspecteur a vérifié l'intégrité des dispositifs de sécurité comme les plates-formes, les échelles et les garde-corps, et a inspecté la structure pour déterminer si elle était endommagée. L'inspecteur a aussi noté la conformité des dates des essais et a constaté que toutes les soupapes et tous les disques de rupture fonctionnaient bien. Avant le départ des installations de chargement, le 18 novembre 1997, le wagon a fait l'objet d'une autre inspection, après quoi il a été remis à la compagnie ferroviaire pour la livraison. Lors de cette dernière inspection, le wagon a été soumis à une pression de 40 lb/po² à 50 lb/po². L'inspecteur s'est ensuite assuré que les soupapes et les couvercles étaient fermés hermétiquement et que le wagon n'avait aucune fuite. Des plaques d'identification de marchandise dangereuse ont été placées sur le wagon, et le trop-plein de produit a été nettoyé à grande eau. Puis, on a procédé à la décompression de la citerne et on a remis le wagon au transporteur en vue de la livraison. Aucune anomalie mécanique du wagon n'a été relevée durant l'une ou l'autre de ces inspections.
Des inspecteurs de wagons autorisés du CN ont aussi inspecté le wagon à Senneterre, Garneau, Chambord et Joffre (Québec) entre le 19 novembre 1997 et le 22 novembre 1997, conformément au Règlement concernant l'inspection et la sécurité des wagons de marchandises, aux exigences du AAR Field Manual et aux normes de l'ONGC concernant les inspections relatives aux marchandises dangereuses. Ils n'ont relevé aucune anomalie dans l'état mécanique du wagon. Le wagon s'est brisé en deux le 24 novembre 1997, à environ quatre milles de Joffre.
1.11.3 Exigences concernant les essais hydrostatiques
En 1903, comme on construisait de plus en plus de wagons-citernes, le prédécesseur de l'AAR, la Master Car Builders Association, a mis au point et publié un ensemble de pratiques recommandées concernant la construction et la réparation des wagons-citernes. Ces pratiques recommandées ne sont devenues une norme de l'industrie qu'en 1910. À cette époque, on utilisait des rivets pour joindre les plaques de fer ou d'acier formant la paroi de la citerne. C'est en 1912 qu'ont été rédigées les premières spécifications relatives aux citernes affectées au transport de gaz liquéfiés. Ces premières citernes « sous pression » ont aussi été munies de parois rivées. Avec l'accroissement du nombre de wagons-citernes, l'intégrité de leur paroi a pris une importance accrue. Par conséquent, dans la version de 1918 des Specifications for Tank Cars, les premières exigences concernant les essais hydrostatiques des citernes des wagons-citernes ont été édictées. L'essai hydrostatique était un moyen de confirmer l'intégrité des joints rivés. En 1920, on a autorisé pour la première fois la construction de citernes soudées. Au cours des années 1930, la citerne soudée a pris la place des citernes rivées; toutefois, on a continué d'imposer l'essai hydrostatique pour vérifier l'intégrité des citernes. On estimait en effet que les essais hydrostatiques étaient utiles pour déterminer l'étanchéité des joints et des autres pièces fixes des wagons-citernes soudés, tandis que l'inspection visuelle des wagons-citernes permettait de relever les défaillances de la structure.
1.11.4 Examen préliminaire du wagon
L'examen du wagon, du secteur de l'orifice de vidange, de la plaque de renfort et de la surface de rupture a permis de faire les constatations suivantes :
- Il y avait un espace d'environ 25 mm entre la plaque de renfort et l'orifice de vidangeau bout « B » du carter du puisard.
- La soudure longitudinale de fixation de la plaque de renfort ne semblait pas avoir la même épaisseur sur toute sa longueur.
- Une tache de couleur rouille était évidente au bas du wagon, à partir du coin BL de la plaque de renfort de la longrine près de l'orifice de vidange, sur 1 m environ en direction du bout « B » du wagon.
- La soudure à l'angle de la plaque de renfort, près de l'orifice de vidange, montrait de la porosité et une forte décoloration due à la rouille.
- La racine de la soudure ne semblait pas avoir une bonne pénétration dans le métal de base de la plaque de renfort.
- La rupture semblait être parallèle à la soudure et continuait ainsi vers le haut en s'éloignant de la soudure, et suivait la circonférence des deux côtés de la paroi, jusqu'au trou d'homme.
1.12 Essais et recherche
1.12.1 Rapports du Laboratoire technique du BST
Des pièces ont été recueillies dans le secteur de l'orifice de vidange et de la plaque de renfort et ont été examinées par le Laboratoire technique du BST. Le rapport du laboratoire (LP 186/97) au sujet de l'analyse métallurgique des pièces du wagon a révélé que :
- Le wagon-citerne s'est rompu quand une fissure de fatigue qui existait déjà a atteint une taille critique et a causé la rupture dans des conditions normales d'exploitation.
- La rupture s'est produite dans la zone touchée par la chaleur de la soudure, à la jonction de deux cordons de soudure, en l'occurrence un secteur où l'assemblage laisse à désirer en raison du changement de la microstructure.
- La fissure existait depuis quelques années.
- La fissure de fatigue qui existait déjà a pris naissance dans une zone soumise à des contraintes élevées, sur les bords de la soudure. Les contraintes élevées ont été occasionnées par les angles prononcés des soudures.
- La fissure était présente quand cette zone du wagon a été repeinte antérieurement.
- Le cordon de soudure n'affleurait pas la surface supérieure de la plaque de renfort, contrairement aux exigences.
- L'écart entre la plaque de renfort et l'orifice de vidange était plus grand de 10 mm du côté où la rupture s'est produite que du côté où il n'y a pas eu de rupture.
- Si l'on avait comblé cet écart avec un cordon de soudure, la rupture aurait peut-être été évitée.
- Le certificat de construction exige qu'il y ait un ajustement serré entre la plaque de renfort et la plaque du carter du puisard; toutefois, les dimensions de l'écart admissible ne sont pas précisées.
- Le wagon venait de passer un essai hydrostatique de requalification, mais il n'est pas obligatoire d'inspecter les soudures au cours d'un essai hydrostatique.11) Le matériau de la plaque qui s'est rompue était conforme aux spécifications A285, grade C, de l'American Society for Testing and Materials (ASTM).
Le rapport a aussi précisé, à la section de l'analyse, que la rupture ne s'était pas produite au cours de l'essai hydrostatique, même si la fissure a pu s'agrandir par suite des contraintes appliquées.
Le rapport technique du BST sur l'analyse des contraintes (LP 194/97) a conclu que :
- La forme de la soudure dans l'écart entre l'orifice de vidange et la plaque de renfort a causé une concentration des contraintes géométriques.
- La concentration des contraintes géométriques était plus grande dans le secteur de la soudure où la fissure de fatigue a pris son origine.
- Les calculs relatifs à la contrainte critique nécessaire pour rompre la citerne et à la résistance du matériau ont révélé qu'elles étaient du même ordre de grandeur. Par conséquent, il n'y a rien de surprenant à ce que le wagon se soit rompu.
- La citerne avait été soumise à des contraintes similaires au cours de l'essai hydrostatique et ne s'était pas rompue parce que le métal était à une température plus élevée du fait de l'écart entre les conditions atmosphériques extérieures et l'intérieur de l'atelier chauffé; par conséquent, la résistance à la rupture du métal était supérieure.
2.0 Analyse
2.1 Introduction
Il est clair que l'exploitation du train n'a joué aucun rôle dans cet accident. Le wagon UTLX 15076 s'est brisé en deux quand une fissure qui existait déjà a atteint une taille critique et a occasionné une rupture dans des conditions normales d'exploitation. Dans la partie qui s'est rompue, la construction du wagon-citerne n'était pas conforme aux plans de conception approuvés, et on a mis en service un wagon qui risquait de se rompre. Les inspections faites en atelier et au défilé au cours des 13 ans et demi de la vie du wagon n'ont permis de détecter ni le défaut de construction inhérent, ni la fissure qui allait en s'élargissant.
2.2 Construction du wagon-citerne
L'écart de 25 mm entre la plaque de renfort et l'orifice de vidange constituait une dérogation aux plans approuvés ou une modification de ces derniers, et a donné lieu à une concentration de contraintes. On s'attendrait à ce qu'une usine homologuée par l'AAR ait su qu'une telle dérogation aux spécifications était inacceptable, et à ce que son programme d'assurance de la qualité ait détecté une telle erreur de construction, de même que les angles prononcés des soudures. Comme le fabricant s'est retiré des affaires, il a été impossible de déterminer la cause des dérogations. Toutefois, une inspection faite après l'accident pour déterminer l'état des autres wagons construits par la Riley-Beaird en vertu de ce certificat a permis d'identifier deux wagons qui montraient des soudures imparfaites dans le secteur en question (comme il l'est précisé à la section Mesures de sécurité), mais n'a pas permis d'identifier aucun autre wagon qui montrait un écart et une absence de soudure bout à bout dans le secteur de la plaque de renfort et de l'orifice de vidange. Il faut donc en conclure que la construction de wagons non conformes aux exigences de conception et les manquements ultérieurs au moment de l'assurance de la qualité ont été des événements ponctuels à cette usine.
2.3 Essai hydrostatique de la citerne
Le wagon-citerne s'est rompu peu de temps après avoir été soumis à des fortes charges et à de fortes pressions lors de l'essai de la citerne. Il est donc probable que cet essai a accentué la progression de la fissure qui existait déjà.
Par conséquent, l'essai hydrostatique qui devait déterminer l'intégrité de la citerne, non seulement n'a pas rempli son but, mais pourrait même avoir contribué à l'accident. Depuis cet événement, de nouvelles normes et méthodes d'essai et de requalification des wagons-citernes ont été adoptées et rendues obligatoires en vertu de la norme CAN/CGSB-43.147 (les nouvelles exigences sont exposées à la section Mesures de sécurité).
2.4 Inspection visuelle
Les inspections auxquelles les inspecteurs et les employés des chemins de fer procèdent dans les installations de réparation et les zones de chargement visent à déceler des défaillances mécaniques évidentes. Les conditions décrites à la section 1.12.1 touchaient l'intérieur de la soudure et auraient été invisibles lors de ces inspections. La tache de couleur rouille relevée au bas du wagon était le seul indice évident qui aurait pu signaler la fissuration; toutefois, des taches similaires, qui résultent souvent de déversements au cours du chargement et du déchargement, sont courantes et n'auraient suscité aucune préoccupation particulière.
Normalement, la dérogation au certificat de construction passerait inaperçue une fois que le wagon est en service. On s'attendrait à ce que des dérogations de ce genre soient signalées pendant le processus de contrôle de la qualité de fabrication.
Les inspections visuelles courantes ne sont pas suffisantes quand il s'agit de détecter des défauts susceptibles de causer des ruptures comme celle qui a touché le wagon UTLX 15076.
3.0 Faits établis
- L'exploitation du train n'a joué aucun rôle dans l'événement.
- La rupture du wagon UTLX 15076 est attribuable à la présence d'une fissure de fatigue qui existait déjà dans la zone touchée par la chaleur de deux cordons de soudure imparfaits (soudures d'angle), dans un écart entre l'orifice de vidange et la plaque de renfort.
- La fissure de fatigue a pris naissance dans un endroit où s'exercent des contraintes élevées, du fait des angles prononcés des soudures.
- La rupture est attribuable à la largeur excessive de l'écart et à l'absence de soudure bout à bout entre la plaque de renfort et l'orifice de vidange.
- Bien que la taille maximale admissible de l'écart entre l'orifice de vidange et la plaque de renfort ne soit pas quantifiée, l'ajustage des pièces n'était pas conforme aux plans de conception approuvés.
- Le programme d'assurance de la qualité mis en place à l'usine de fabrication n'a pas permis de détecter ou de prévenir la dérogation aux normes de construction.
- La dérogation aux spécifications, lors de la construction de ce wagon, a été un événement ponctuel.
- Le régime d'essais hydrostatiques triennaux obligatoires n'a pas permis de détecter la présence de la fissure qui existait déjà, et il ne donne d'ailleurs pas toujours les résultats escomptés.
- L'essai hydrostatique de la citerne a peut-être occasionné l'effort excessif qui a causé l'agrandissement de la fissure qui existait déjà.
- On ne peut pas s'attendre à ce que les inspections mécaniques effectuées par les expéditeurs et les compagnies ferroviaires permettent de relever des défaillances internes ou une dérogation aux plans de conception approuvés du genre de celles qui ont touché le wagon UTLX 15076.
3.1 Cause
Le wagon-citerne a été construit avec un écart et sans soudure bout à bout dans le point de fixation entre la plaque de renfort et l'orifice de vidange, contrairement aux plans de conception approuvés, et le wagon s'est rompu dans des conditions normales d'exploitation à l'endroit où une fissure existait déjà. L'essai hydrostatique récent n'avait permis de relever aucun affaiblissement et a d'ailleurs pu causer un agrandissement de la fissure qui existait déjà.
4.0 Mesures de sécurité
4.1 Mesures prises
4.1.1 Transports Canada et l'industrie ferroviaire
Le 1er décembre 1997, le BST a fait parvenir une lettre d'information sur la sécurité ferroviaire à Transports Canada, dans laquelle il exposait les circonstances de cet incident. La lettre signalait à Transports Canada les observations préliminaires concernant l'ajustement entre la plaque de renfort et les pièces de la pompe d'assèchement. Elle précisait qu'on avait construit 55 autreswagons conformes à ce certificat et que d'autres wagons pourraient être touchés par la même dérogation aux plans de conception approuvés.
Transports Canada a décidé de faire inspecter les autres wagons toujours en service (au nombre de 54) qui ont été construits conformément à ce certificat. Le 2 décembre 1998, l'AAR a publié un Maintenance Advisory (avis d'entretien) à l'intention des compagnies ferroviaires membres de l'association et des propriétaires privés de wagons, disant de retenir les wagons en question pour une inspection. Les inspections qui ont suivi ont révélé que deux wagons dérogeaient aux exigences du certificat mais ne montraient pas de fissures. On a trouvé aux États-Unis 12 wagons qui montraient des défaillances de soudure mineures dans le secteur du carter du puisard, et 2 wagons dont des soudures étaient imparfaites. Aucun des 14 wagons n'avait des pièces mal ajustées ni de fissures. Après avoir inspecté les 24 wagons en service au Canada, la Procor en a trouvé 2 qui montraient des soudures imparfaites, mais ces wagons n'avaient ni pièces mal ajustées ni fissures. Par mesure de prévention, la Procor a aussi procédé à une inspection sur le terrain de 715 wagons affectés au transport d'acide, qui appartenaient à la Procor et à la Union Tank Car Company et qui avaient des joints de configuration semblables à ceux du wagon qui s'est rompu. Des 715 wagons inspectés, 5 wagons montraient des soudures imparfaites ou des défaillances mineures dans le même secteur, mais aucun n'avait de fissures.
4.1.2 Changements aux essais visant les wagons-citernes
Le 1er septembre 1998, la modification 23 du Règlement sur le transport des marchandises dangereuses est entré en vigueur et a remplacé l'article 73.3 (Qualification et entretien de wagons-citernes) par la partie 80 (qui traite de la qualification et de l'entretien périodiques des wagons-citernes). Notamment, on a modifié l'article 73.31 de façon à supprimer l'obligation relative aux essais hydrostatiques des wagons-citernes soudés par fusion. On a introduit de nouvelles exigences d'inspection qui visent spécifiquement la détection des défaillances de soudage dans l'axe longitudinal de la partie inférieure de la citerne. Les méthodes d'essai des soudures comprennent des examens par ressuage et par radiologie, des contrôles magnétoscopiques et des inspections visuelles avec assistance optique et ultrasonique. On élimine graduellement les essais hydrostatiques, lesquels ne sont plus autorisés pour les wagons-citernes non isolés et non chemisés. La Federal Railroad Administration (des États-Unis) a apporté des changements similaires à ses exigences.
À l'occasion des qualifications périodiques des wagons-citernes de leurs parcs, la Union Tank Car Company et la Procor exigent maintenant qu'on procède à une inspection visuelle attentive des wagons dans le secteur des soudures transversales des plaques de renfort inférieures.
Le présent rapport met fin à l'enquête du Bureau de la sécurité des transports sur cet accident. Le Bureau a autorisé la publication du rapport le .
Annexes
Annexe A - Sigles et abréviations
- AAR
- Association of American Railroads
- ASTM
- American Society for Testing and Materials
- BST
- Bureau de la sécurité des transports du Canada
- CCC
- commande centralisée de la circulation
- CN
- Canadien National
- DOT
- Department of Transportation
- HNE
- heure normale de l'Est
- km
- kilomètre(s)
- km/h
- kilomètre(s) à l'heure
- lb/po²
- livre(s) au pouce carré
- m
- mètre(s)
- HNE
- heure normale de l'Est
- kW
- kilowatt
- m
- mètre
- mi/h
- mille(s) à l'heure
- mm
- millimètre(s)
- ONGC
- Office des normes générales du Canada
- UTC
- temps universel coordonné